





浙江鋼筋籠繞絲機新品促銷
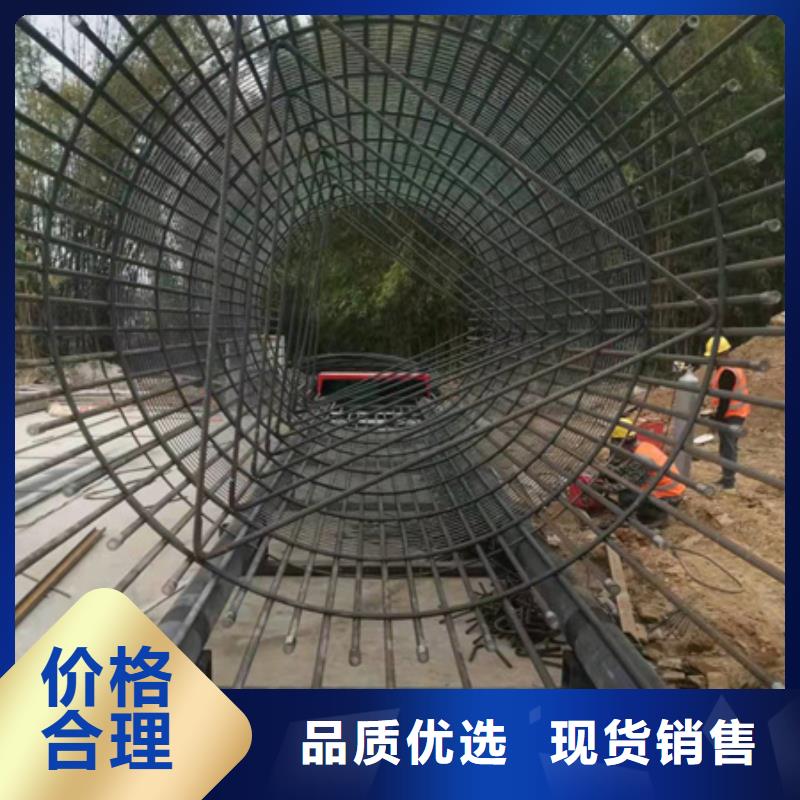
鋼筋籠滾焊機箍筋是怎樣完成的用于加工圓形的鋼筋籠,長度可以達到30米以上,直徑2.5米。鋼筋籠周圍為螺旋形焊接箍筋,箍筋間距可以由程序預先設定。本設備具有以下優(yōu)點:(1)設備只需1人操作;(2)?高質(zhì)量:計算機控制系統(tǒng)可以確保縱向鋼筋非常好地處在一條直線上;(3)計算機控制系統(tǒng)可以控制螺旋筋間距,鋼筋籠不會出現(xiàn)扭轉(zhuǎn)現(xiàn)象。(4)具有焊接機器人,實現(xiàn)自動焊接。 鋼筋籠滾焊機繞筋機箍筋是怎樣完成的數(shù)控鋼筋籠自動繞筋機屬于一種對鋼筋曲折機布局的改良。鋼筋彎箍秘密裝置在平展松軟的地面上,裝置承重架時承重架料槽的中間要瞄準導向筒、調(diào)直筒、下切刀孔或剪切齒輪槽的中間線,并堅持平直,裝置好后必需反省電氣路線和整機有沒有毀壞,機械的銜接件能否靠得住,各傳動部門能否機動,確認無誤后方可停止試運行。

管理系統(tǒng):國內(nèi)鋼筋加工行業(yè)的管理工作還有很大的空間,有關公司針對鋼筋加工開發(fā)的管理軟件還沒有在實際生產(chǎn)中發(fā)揮應有的作用。鋼筋加工原本與工程施工捆綁在一起的,有的單位為了推行鋼筋的集中加工配送,鋼筋籠繞筋機把鋼筋加工剝離出來單獨處理,這樣在管理上就存在扯皮現(xiàn)象,有時會嚴重影響生產(chǎn)效率的發(fā)揮。另外,大部分加工廠主要針對一個項目開展工作,施工中對成型鋼筋的需求很不均衡,一般都有窩工現(xiàn)象,也會影響生產(chǎn)效率的發(fā)揮。人員培訓:國內(nèi)一般加工廠不太注重生產(chǎn)人員的培訓工作,技術(shù)方面往往依賴設備供應商支持。對于鋼筋加工廠來說,穩(wěn)定熟練的工人隊伍,對提高生產(chǎn)率非常重要。數(shù)控鋼筋籠繞筋機廠家加速建筑行業(yè)機械化,建筑行業(yè)一直以來是中國來百姓所關注的行業(yè),建筑行業(yè)的點點滴滴都讓我們看在眼里。往常人們對建筑行的工作了解是工作量大,進度比較慢,效率低。尤其是鋼筋工作,建筑離不開鋼筋,通常要對鋼筋進行彎鉤,切斷,除銹等等很多工作。新型數(shù)控全自動鋼筋彎箍機應運而生,鋼筋籠繞筋機取代人工,迎來行業(yè)變革,使得效率大大。數(shù)控鋼筋籠繞筋機工作原理JMRLJ3000型鋼筋籠成型機主機是采用傳動原理---即鋼筋籠平置于2組鐵輥之間轉(zhuǎn)動,小車載著線材平行于主機勻速行進,產(chǎn)生螺旋狀繞筋,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產(chǎn)全。建貿(mào)鋼筋籠纏繞機應注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉(zhuǎn)、小車直行,纏繞筋拉動圓盤自行轉(zhuǎn)動。調(diào)速;按繞筋間距要求的10倍在車輪下方做記號,數(shù)鋼筋籠轉(zhuǎn)10圈整,測量小車行走距離,變頻調(diào)速至接近該數(shù)值為宜,并記住變頻調(diào)定值備用。 RLJ-3000鋼筋籠繞筋機用于加工圓形的鋼筋籠,長度可以達到40米,直徑3米。鋼筋籠周圍為螺旋形焊接箍筋,箍筋間距可以由程序預先設定。本設備具有以下優(yōu)點:(1) 設備只需1-2人操作;(2) 高質(zhì)量:計算機控制系統(tǒng)可以確保縱向鋼筋非常好地處在一條直線上;(3) 計算機控制系統(tǒng)可以控制螺旋筋間距,鋼筋籠不會出現(xiàn)扭轉(zhuǎn)現(xiàn)象。(4)設備自動化程度高,加工成型速度快,在同等條件下,機械制作是人工制作產(chǎn)量的3-4倍。加工成本大大降低,采用機械制作,減少2/3以上加工人員。
 <浙江>建貿(mào)機械設備有限公司
<浙江>建貿(mào)機械設備有限公司
新型工地鋼筋籠繞筋機是一種由PLC控制的加工生產(chǎn)鋼筋籠的設備,替代鋼筋籠人工及手工捆綁的加工工藝,實現(xiàn)鋼筋籠質(zhì)量的增強及大批量的生產(chǎn),為橋梁、樁基鋼筋籠制造的率,高利潤,做出了巨大貢獻。使用新型工地鋼筋籠繞筋機加工鋼筋,速度相對來說比較快,且加工的質(zhì)量也比較可靠,使用數(shù)控鋼筋籠滾焊機定尺彎箍時會有誤差,這是什么原因?qū)е碌哪兀?1、鋼筋頂動鋼筋籠滾焊機的定尺板,受料架上定尺板及拉筋有一定質(zhì)量,存在滑動摩擦力,因為就會出現(xiàn)誤差。 2、因為鋼筋在行走且錘頭位置不確定,因此用數(shù)控鋼筋籠滾焊機定尺彎箍就會存在一定誤差。 3、鋼筋籠滾焊機定長,是到位后迫使鋼筋停止前進,獲得需要的彎箍精度,夾棍與鋼筋間存在相對運動打滑,鋼筋越長誤差越嚴重。 新型工地鋼筋籠繞筋機系統(tǒng)通電后的檢查:(1)首先要檢查數(shù)控裝置中各個風扇是否正常運轉(zhuǎn),否則會影響到數(shù)控裝置的散熱問題。(2)確認各個印刷線路或模塊上的直流電源是否正常,是否在允許的波動范圍之內(nèi)。 (3)CNC裝置的各種參數(shù)。包括系統(tǒng)參數(shù)、卷板機PLCC參數(shù)、伺服裝置的數(shù)字設定等,這些參數(shù)應符合隨機所帶的說明書要求。 (4)當數(shù)控裝置與機床聯(lián)機通電時,應在接通電源的同時,作好按壓緊急停止按鈕的準備,以備出現(xiàn)緊急情況時隨時切斷電源。 (5)在手動狀態(tài)下,低速進給移動各個軸,并且注意觀察機床移動方向和坐標值顯示是否正確。
jmc 36201
36201

繞筋機本設備具有以下優(yōu)點:(1) 設備只需1人操作;(2) 高質(zhì)量:計算機控制系統(tǒng)可以確保縱向鋼筋非常好地處在一條直線上;(3) 計算機控制系統(tǒng)可以控制螺旋筋間距,鋼筋籠不會出現(xiàn)扭轉(zhuǎn)現(xiàn)象。(4) 具有焊接機器人,實現(xiàn)自動焊接。若采用劃線分度工藝,則不分反向。用其他制作骨架時,考慮骨架存放區(qū)布置,更可以采用骨架模具生產(chǎn)骨架。人工生產(chǎn)骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉(zhuǎn)運,各工序之間盡可能互不,流暢,盡可能實現(xiàn)流水線生產(chǎn)方式。為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內(nèi)加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續(xù)第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。完工的骨架不下設備,繼續(xù)進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補焊。鋼筋籠成型機基本工藝流程:上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位產(chǎn)品特點:1、進口PLC變頻控制,伺服電機驅(qū)。
