


我們的現場實拍視頻將帶您走進【數控編程培訓,數控培訓行業優選】產品的世界,產品視頻細節之美一覽無余!
以下是:【數控編程培訓,數控培訓行業優選】的圖文介紹

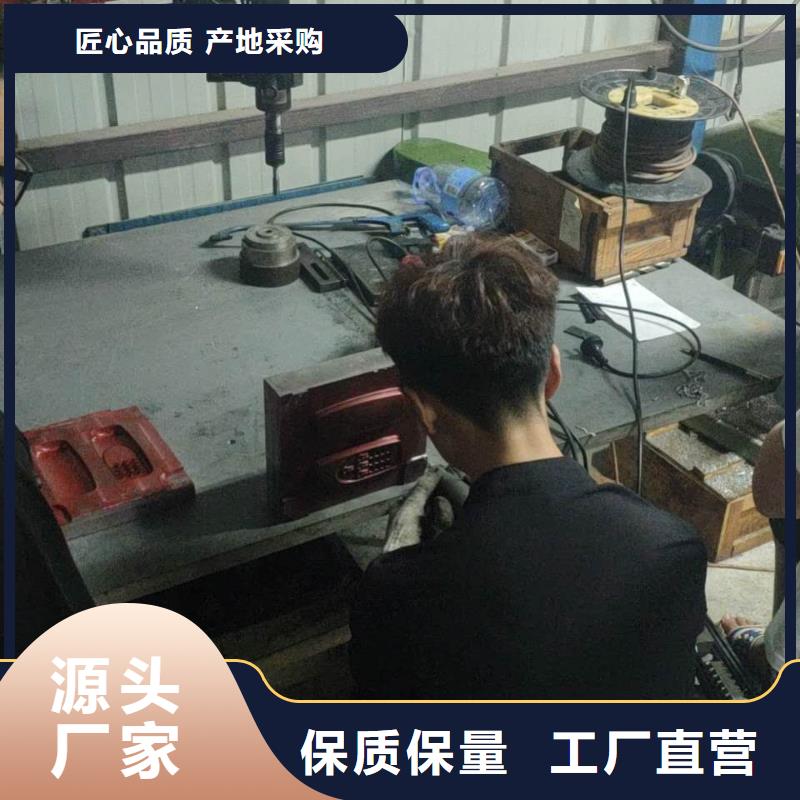
河北德瑪數控編程培訓學校整理?加工中心如何對刀。?加工中心如何生產加工易變形零件。?加工中心刀具為什么要進行鈍化處理,?加工中心如何降低工件表面粗糙程度,?加工中心干完活以后應該怎么辦。加工中心如何對刀,1回零(返回機床原點),對刀之前。一定要進行回零(返回機床原點)的操作。以便于掉上次操作的坐標數據,注意X、Y、Z三軸都需要回零,加工中心知識大全,看完不再錯誤頻出。2主軸正轉。用“MDI”模式,通過輸入指令代碼使主軸正轉。并保持中等旋轉速度。然后換成“手輪”模式,通過轉換調節速率進行機床移動的操作,3X向對刀。用刀具在工件的右邊輕輕的碰下。


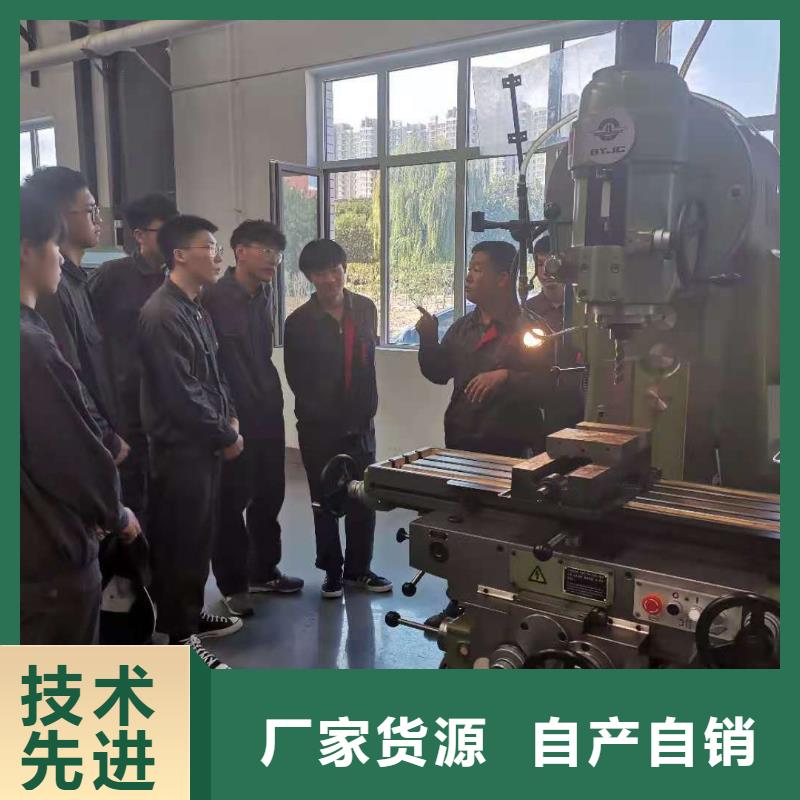
河北德瑪數控編程培訓學校整理首先必須了解數控的意義,數控也就是數字掌握,通過特定處理方法下的數字信息掌握機械安裝的舉措,數控中處理短信息離不開盤算機,通過盤算機進行掌握的技巧,就叫數控,而我們要學的數控特指用于機床加工中的數控,也就是機床數控,數控的分類 晚期的數控機床是固定接線的硬件構造。由各種邏輯元件、記憶元件組成隨機邏輯電路的方式來安裝NC。這叫做硬件數控。用這種技巧實現的數控機床也叫NC機床。 而CNC,又叫做盤算機數控,采取微處理器或專用微機的數控體系,由事前寄放在存儲器里的體系次序(軟件)來實現掌握邏輯,實現局部或分部數控功用。加工中心以高精度、高可靠性、率、可加工復雜曲面工件等特點得到廣泛應用,但若選型不當,則不能發揮其應有的效益,而且加工中心大多價格昂貴,會帶來很大的成本壓力,廣義的選型主要包括機型選擇、數控系統選擇、機床精度選擇、主要特征規格選擇等,其中機型選擇和數控系統選擇風險,機床精度和主要特征規格選擇次之,故要減少選型風險。可從以下幾方面著手,盤、套、板類零件:帶有鍵槽,或徑向孔,或端面有分布的孔系,曲面的盤套或軸類零件,如帶法蘭的軸套。帶鍵槽或方頭的軸類零件等。還有具有較多孔加工的板類零件。如各種電機蓋等,端面有分布孔系、曲面的盤類零件宜選擇立式加工中心。



德瑪科技信息有限公司專業生產銷售各種規格的 深圳寶安數控培訓,在生產中落實可持續發展方針,進入環保生產行列。我們始終堅持品質、服務和創新的發展理念,堅守真誠合作、勇于創新和敢于挑戰的企業精神,致力于生產出滿足時代發展所需的 深圳寶安數控培訓,為的快速發展貢獻一份力量。


河北德瑪數控編程培訓學校整理臥式加工中心編程指令 有用G代碼G00定位(快速進給)B* G01直線插補(切削進給)B* G02圓弧插補/螺旋線(CW)B G03圓弧插補/螺旋線(CCW)B G04暫停B G05.1預讀(預先讀出多個程序段)B G07.1圓柱插補O G08預讀控制B G09準確停止B G10加工程序參數輸入B G11加工程序參數輸入刪除B G15取消極坐標指令B G16極坐標指令B G17X&Y平面選擇B* G18Z&X平面選擇B G19Y&Z平面選擇B G20英寸輸入B G21毫米輸入B G22存儲行程檢查O G23存儲行程檢查刪除O G27返回參考點檢測B G28返回參考點B G29從參考點返回B G30返回第2.3.4參考點B G31跳躍功能O G33螺旋切削O G37自動刀具長度測量O G39拐角偏置圓弧插補B G40刀具徑補償取消B* G41刀具左側補償B G42刀具右側補償B G40.1法線方向控制取消O G41.1法線方向控制左側打開O G42.1法線方向控制右側打開O G43+方向刀具長度補償B G44-方向刀具長度補償B G49刀具長度補償取消B* G50取消比例縮放B G51比例縮放B G50.1G指令鏡像功能刪除B G51.1G指令鏡像功能B G52局部坐標設定B G53機床坐標選擇B G54工件坐標系1選擇B* G54.1附加工件坐標系選擇B G55工件坐標系2選擇B G56工件坐標系3選擇B G57工件坐標系4選擇B G58工件坐標系5選擇B G59工件坐標系6選擇B M指令 M00程序停止 M01條件程序停止 M02程序結束 M03主軸正轉 M04主軸反轉 M05主軸停止 M06刀具交換 M08冷卻開 M09冷卻關 M18主軸定向解除 M19主軸定向 M29剛性攻絲 M30程序結束并返回程序頭 M98調用子程序 M99子程序結束返回/重復執行



