




不要猶豫,花一分鐘時間觀看我們的【鋁硅合金管170/154】產品視頻吧!您將發現更多令人贊嘆的細節和優勢,為您的購買決策提供有力參考。
以下是:【鋁硅合金管170/154】的圖文介紹

辰昌盛通金屬材料(三亞市分公司)堅持“誠信為本,信譽至上,服務用戶,回報社會”是我們的服務理念。我公司一貫堅持“質量至上,用戶至上,滿意服務,信守合同”的宗旨,憑借著高質量的產品,良好的信譽,滿意的服務。“學習,超越”是本公司的企業精神,我們將更加謹誠的致力于 紫銅排事業,以百倍真誠的合作與廣大海內外客戶共榮發展,同創輝煌!


鋁鎂合金管型 管母線外殼采用鋁鎂合金管型 管母線合金材料沖壓,具有良好的延展性、海南三亞同城密度低、海南三亞同城導電、海南三亞同城傳熱性、海南三亞同城抗腐蝕、海南三亞同城外形美觀等特點,被廣泛應用于儀器、海南三亞同城儀表、海南三亞同城電子、海南三亞同城通信、海南三亞同城自動化、海南三亞同城傳感器、海南三亞同城智能卡、海南三亞同城工業控制、海南三亞同城機械等行業。那么鋁鎂合金管型 管母線外殼怎么區分壓鑄鋁鎂合金管型 管母線和擠壓鋁鎂合金管型 管母線呢?下面忠藝隆小編就針對這個問題來為大家介紹下。擠壓的原理是對擠壓筒中的鋁鎂合金管型 管母線棒施加壓力,使接近熔點的鋁鎂合金管型 管母線棒通過模具的模孔擠出模孔的形狀。所以擠壓鋁鎂合金管型 管母線型材相當于一個二維平面的延伸,理論上來說這個平面可以無限延伸。但是由于設備的長度限制,長料的后期操作困難,一般擠壓鋁鎂合金管型 管母線型材不超過6米長。然后根據實際使用尺寸進行切割。而壓鑄的原理是將鋁鎂合金管型 管母線合金完全熔化然后注入到三維的鋁鎂合金管型 管母線外殼模具中,并保持一定的壓力,冷卻后打開模具,一個壓鑄鋁鎂合金管型 管母線合金外殼就完成了。壓鑄鋁鎂合金管型 管母線外殼的外觀種類更豐富。從以上可以看出來擠壓鋁鎂合金管型 管母線外殼只能在二維的截面改變形狀,而壓鑄鋁鎂合金管型 管母線外殼可以在三維的任意部位改變形狀。壓鑄鋁鎂合金管型 管母線可以做成一個中空的球,而擠壓鋁鎂合金管型 管母線只能做成中空的圓管,它的兩頭是通的。所以擠壓鋁鎂合金管型 管母線外殼兩頭會采用封蓋或者鋁鎂合金管型 管母線板封起來。而壓鑄鋁鎂合金管型 管母線外殼可以做成一個盒子的形狀,上面用蓋板蓋住。但是我們擠壓鋁鎂合金管型 管母線型材外殼還是比壓鑄鋁鎂合金管型 管母線外殼要常見,這是為什么呢?因為壓鑄鋁鎂合金管型 管母線模具費昂貴,并且生產效率不及擠壓鋁鎂合金管型 管母線型材,加工費也比較高。在一些需要防水密閉的情況下會需要用到壓鑄鋁鎂合金管型 管母線外殼。
[轉載需保留出處 –



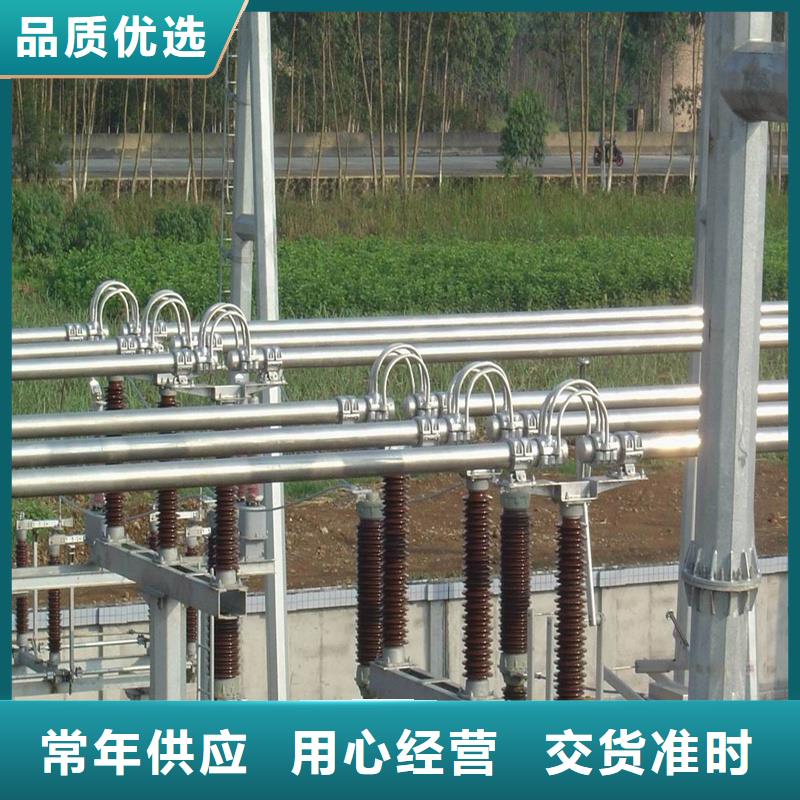
管型母線 系列產品:6063G(6063)鋁鎂合金管母線,LF21(3A21)鋁錳合金管母線,LDRE(6R05)鋁鎂硅合金管母線,6Z63(6063-Zr)耐熱鋁合金管母線 ,6063鋁鎂合金管管形母線、海南三亞附近6063G鋁鎂合金管形母線、海南三亞附近LF-21鋁錳合金管形母線、海南三亞附近3A12鋁錳合金管形母線、海南三亞附近LDRE鋁鎂硅合金管形母線、海南三亞附近6R05鋁鎂硅合金管形母線、海南三亞附近6Z63耐熱鋁合金管形母線的電解著色具有良好的裝飾性,因此在國內外得到廣泛應用,特別是在建筑鋁型材的表面處理生產中應用為普遍。目前主要工藝是采用錫—鎳混合鹽電解著色,生產出的產品顏色以香檳色為主,相對于單鎳鹽著色,錫—鎳混合鹽電解著色的產品顏色光亮,色調飽滿;存在的主要問題是產品存在色差,鋁型材生產過程中的擠壓工藝和氧化著色工藝的不合理都會導致產品出現色差。擠壓工藝對氧化著色的影響主要是模具設計、海南三亞附近擠壓溫度、海南三亞附近擠壓速度、海南三亞附近冷卻方式等對擠出型材表面狀態和組織均勻性的影響。模具設計應能使進料充分的揉合,否則容易出現亮(暗)帶缺陷,同一根型材上都可能出現分色;同時,模具狀態及型材表面的擠壓紋等也影響氧化著色。擠壓溫度、海南三亞附近速度、海南三亞附近冷卻方式及冷卻時間不同,使型材組織不均一,也會產生色差。陽極氧化對電解著色的色差有很重要的影響,尤其是在立式氧化線生產過程中很容易出現兩頭色,立式氧化槽深7.5m,上下槽液容易產生溫差,溫度對陽極氧化有重要的影響,溫度高,氧化槽液對氧化膜的溶解加劇,多孔型陽極氧化膜表面的孔徑會加大,反之,多孔型陽極氧化膜表面的孔徑較小。另外,溫度高,陽極氧化膜的孔隙率較高,反之較低。電解著色主要是使著色液的金屬離子在氧化膜的微孔內的阻擋層的表面上進行電化學還原反應,使得著色液中的金屬離子沉積在陽極氧化膜孔的底部,對入射光發生散射而顯現出不同的顏色,微孔中沉積的物質越多,則顏色越深。在通過相同的電量的條件下,溫度高與低的部位上沉積等量的金屬或金屬化合物,對于孔隙率高和表面孔徑大的部位,平均每個孔的沉積物要少,所以其顏色相對較淺,反之顏色較深,從而造成了著色料兩頭色。在陽極氧化過程中,導電性對氧化膜有影響,也會引起著色料產生色差,該問題主要是在臥式生產線容易出現,主要是由于氧化坯料在氧化前的上排過程中,鉗料不緊,導致個別料導電不良,從而使得其氧化膜相對有所不同,再經著色后,就會產生色差。電解著色工藝能將色差問題直接反應出來,電解著色液的電流分布能力對著色料的均勻上色有決定性的影響,一旦電流分布不均,就會引起明顯的色差。槽液的電流分布能力主要與槽液的導電性、海南三亞附近極化度有關。著色液中含有一定的導電鹽,主要是為了提高著色液的導電性,當導電鹽補加不及時,導電能力下降,電流分布能力下降,就會引起色差。另外著色液中的添加劑會產生特性吸附,從而增加極化度,該物質消耗過多,會使電解液的極化度減小,電流分布能力下降,也會引起色差。在實際生產中,不僅要提高槽液的導電性,還要保證導電桿,銅座有良好的導電能力,導電不良會引起電力線分布不均勻,產生色差。以上主要介紹的是影響同一槽料出現色差的幾個原因,陽極氧化和電解著色的各工藝參數的變化會引起不同槽料之間的色差,因此在生產中要控制氧化和著色工藝的穩定性,確保各參數一致,從而減少氧化著色料色差問題的出現。
[轉載需保留出處 – 長江有色網]
【標題】鋁型材電解著色出現色差的原因
鏈接:
著作權歸本公司所有,轉載請注明出處。

辰昌盛通金屬材料(三亞市分公司)

