

我們的無縫鋼管精軋螺紋鋼滿足客戶需求產品視頻已經準備好,它將為您呈現產品的完美細節,讓您為之驚嘆不已。
以下是:無縫鋼管精軋螺紋鋼滿足客戶需求的圖文介紹


外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在10#無縫鋼管廠家質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在10#無縫鋼管廠家矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
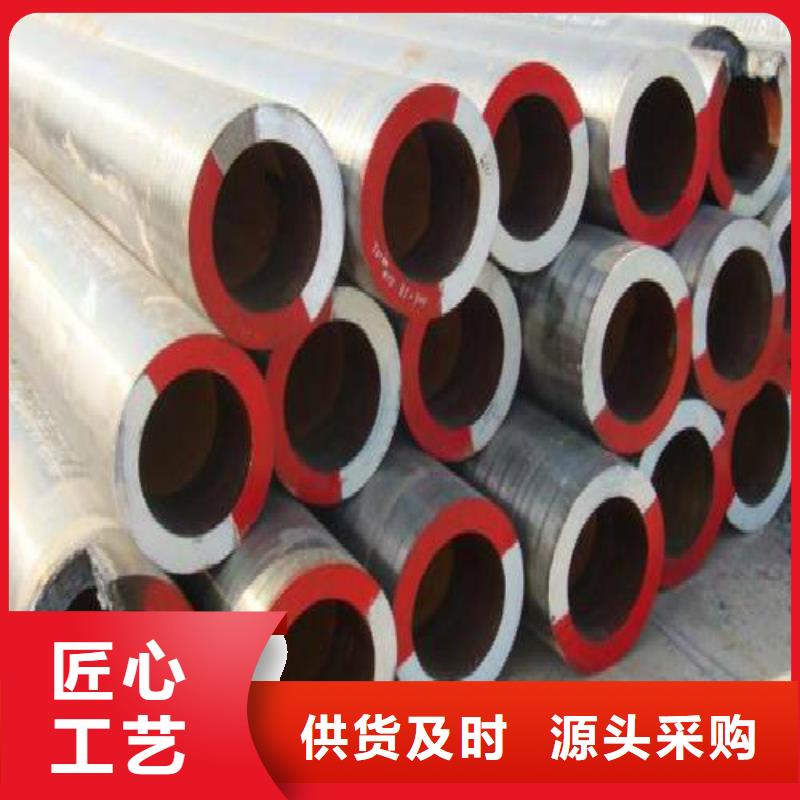
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在10#無縫鋼管廠家質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在10#無縫鋼管廠家矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。



目標:
公司做到:誠實守信,追求卓越。
產品做到:質量保證、客戶至上、做優質優價的 遼寧阜新合金管產品。
開發做到:做到誠信溝通,考慮實際需求,本著互相提高、友好協作、力求創新,力求你的滿意!
市場做到:品質是 遼寧阜新合金管產品的生命,管理出效益,培育市場!
管理做到:以人為本,珍重人才,服務行業、共同發展


常年生產銷售中國國標準(GB)美國ASTN(ASME)標準、德國DIN標準、日本JIS標準及英國BS標準等冷拔鋼管、具體有低中壓鍋爐鋼管、船舶用無縫鋼鋼管、石油裂化鋼管,高壓化肥設備用無縫鋼管、油套鋼管、管線鋼管、空心抽油桿、普通流體鋼管、結構鋼管以及各種合金鋼管等,產品品種豐富、無縫鋼管規格齊全,所售產品均執行 標準,適用于工程、煤礦、紡織、電力、鍋爐、機械、軍工等各個領域。公司以良好的譽、優質的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市,產品深得用戶依賴。
公司始終堅持以市場為導向,不斷壯大企業規模,企業核心競爭能力,力圖在短時間內,創造 秀的無縫鋼管品牌,提供滿意的服務。
公司經理攜全體員工恭候各地新老賓客光臨本鋼管供應公司,實地考察、指導工作、增進了解!實際上,受鋼材價格下跌影響,焦炭市場情緒持續轉弱,焦炭價格有被再次壓縮的可能。目前市場主要矛盾在于鋼企利潤偏低,原料市場盈利較高,鋼廠要求利潤重新分配,若鋼價繼續走弱,上游產業鏈也將隨著下行。“成本方面,焦煤偏強格局短期難以打破,但煤價經過連續上調,向上驅動力已顯不足,加上近期焦價承壓下行,煤價繼續上漲難度增大,焦煤大概率將持穩運行,成本端壓力減小。綜合來看,焦企盈利下行已成定局,與下游共同承擔市場壓力。”上海鋼聯煤焦研究員熊超說。
公司始終堅持以市場為導向,不斷壯大企業規模,企業核心競爭能力,力圖在短時間內,創造 秀的無縫鋼管品牌,提供滿意的服務。
公司經理攜全體員工恭候各地新老賓客光臨本鋼管供應公司,實地考察、指導工作、增進了解!實際上,受鋼材價格下跌影響,焦炭市場情緒持續轉弱,焦炭價格有被再次壓縮的可能。目前市場主要矛盾在于鋼企利潤偏低,原料市場盈利較高,鋼廠要求利潤重新分配,若鋼價繼續走弱,上游產業鏈也將隨著下行。“成本方面,焦煤偏強格局短期難以打破,但煤價經過連續上調,向上驅動力已顯不足,加上近期焦價承壓下行,煤價繼續上漲難度增大,焦煤大概率將持穩運行,成本端壓力減小。綜合來看,焦企盈利下行已成定局,與下游共同承擔市場壓力。”上海鋼聯煤焦研究員熊超說。



合金中,銀約占20—30%,其他成分(如金等)的含量<5%。氫透過鈀合金的速率與溫度、膜的厚度及滲透摸兩側的原料氫和純氫的壓力差(P)有關。升高溫度,增大P及減小膜的厚度,會使透氫速率增加。但溫度升高,將使滲透膜的抗拉強度降低。因此,鈀管的使用溫度通常控制在450℃左右。某些雜質可導致鈀中毒,使透氣性能變壞,甚至可使膜遭到破壞。能引起鈀中毒的物質有:汞、砷化物、鹵化物、油蒸氣、含硫和含氨物質以及粉塵等。鈀合金可制成管狀(稱為鈀管)或膜片(稱鈀膜)。
ABS合金管及專用冷熔膠就是其中之一廣泛使用于建筑給水和中央空調特別在建筑給水立管和中央空調用管中應用具有.PC/ABS合金也可以制作汽車外裝件,如汽車車輪罩、反光鏡外殼、尾燈罩等。PC/ABS具有良好的成型性,可加工汽車大型部件,如汽車擋泥板。
合金管作為鋼鐵產品的重要組成部分,因其制造工藝及所用管坯形狀不同而分為無縫鋼管(圓坯)和焊接鋼管(板,帶坯)兩大類。
鈀管純化氫的原理是在300—500℃下把待純化的氫通入鈀管的一側時氫被吸附在鈀管壁上由于鈀的4d電子層缺少兩個電子它能與氫生成不穩定的化學鍵(鈀與氫的這種反應是可逆的)在鈀的作用下
氫脆編輯
【1】減少T22合金鋼管中滲氫的數量,必須盡量減少高強度/高硬度鋼制T22合金鋼管的酸洗,因為酸洗可加劇氫脆。在除銹和氧化皮時,盡量采用噴砂拋丸的方法,若洛氏硬度等于或大于HRC 32的T22合金鋼管進行酸洗時,必須在制定酸洗工藝時確保T22合金鋼管在酸中浸泡的時間長不超過10分鐘。并應盡量降低酸液的濃度,并保證零件在酸中浸泡的時間不超過10分鐘;在除油時,采用清洗劑或溶劑除油等化學除油方式,滲氫量較少,若采用電化學除油,先陰極后陽極,高強度T22合金鋼管不允許用陰極電解除油;在熱處理時,嚴格控制甲醇和丙烷的滴注量;在電鍍時,堿性鍍液或高電流效率的鍍液滲氫量較少。
ABS合金管及專用冷熔膠就是其中之一廣泛使用于建筑給水和中央空調特別在建筑給水立管和中央空調用管中應用具有.PC/ABS合金也可以制作汽車外裝件,如汽車車輪罩、反光鏡外殼、尾燈罩等。PC/ABS具有良好的成型性,可加工汽車大型部件,如汽車擋泥板。
合金管作為鋼鐵產品的重要組成部分,因其制造工藝及所用管坯形狀不同而分為無縫鋼管(圓坯)和焊接鋼管(板,帶坯)兩大類。
鈀管純化氫的原理是在300—500℃下把待純化的氫通入鈀管的一側時氫被吸附在鈀管壁上由于鈀的4d電子層缺少兩個電子它能與氫生成不穩定的化學鍵(鈀與氫的這種反應是可逆的)在鈀的作用下
氫脆編輯
【1】減少T22合金鋼管中滲氫的數量,必須盡量減少高強度/高硬度鋼制T22合金鋼管的酸洗,因為酸洗可加劇氫脆。在除銹和氧化皮時,盡量采用噴砂拋丸的方法,若洛氏硬度等于或大于HRC 32的T22合金鋼管進行酸洗時,必須在制定酸洗工藝時確保T22合金鋼管在酸中浸泡的時間長不超過10分鐘。并應盡量降低酸液的濃度,并保證零件在酸中浸泡的時間不超過10分鐘;在除油時,采用清洗劑或溶劑除油等化學除油方式,滲氫量較少,若采用電化學除油,先陰極后陽極,高強度T22合金鋼管不允許用陰極電解除油;在熱處理時,嚴格控制甲醇和丙烷的滴注量;在電鍍時,堿性鍍液或高電流效率的鍍液滲氫量較少。
