您的位置>首頁(yè) >牡丹江本地?zé)釀?dòng)態(tài) >
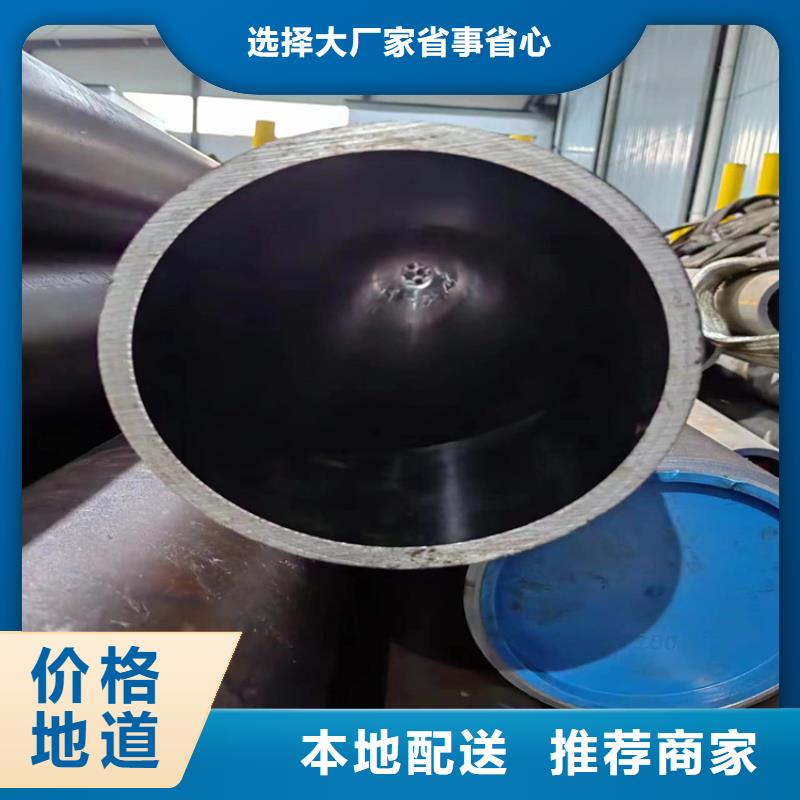
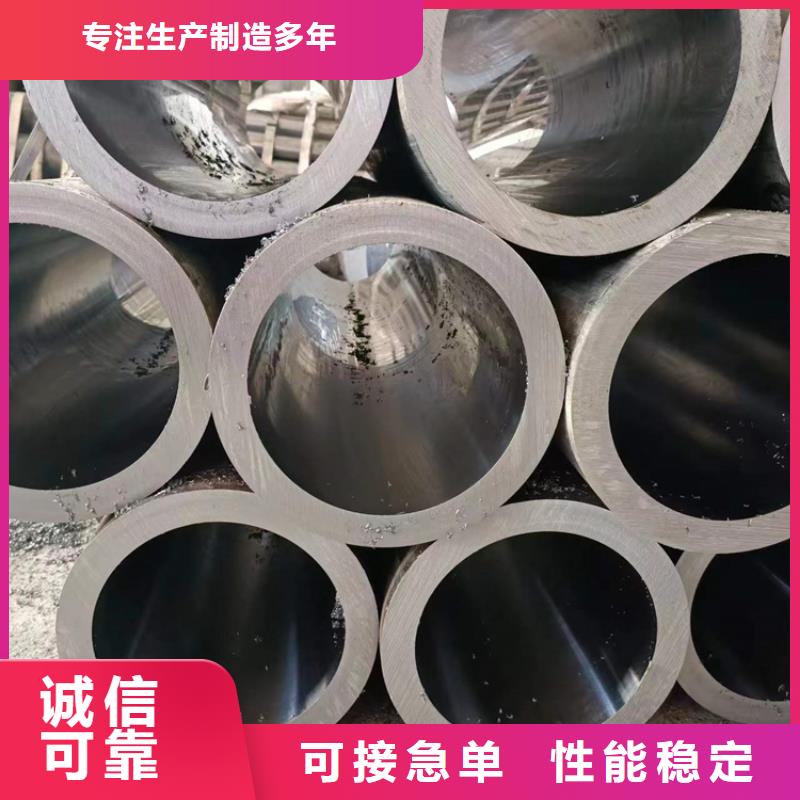
非標(biāo)珩磨管一支起訂
更新時(shí)間: 2025-01-02 04:03:15 瀏覽次數(shù):5
以下是:非標(biāo)珩磨管一支起訂的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 5000/噸 |
|---|
| 發(fā)貨期限 | 24小時(shí) |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
|---|
| 最小起訂 | 1公斤 |
|---|
| 質(zhì)量等級(jí) | 正品 |
|---|
| 是否廠(chǎng)家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20#/45#/16Mn |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 產(chǎn)品型號(hào) | 齊全 |
|---|
| 可售賣(mài)地 | 全國(guó) |
|---|
| 產(chǎn)品重量 | 過(guò)磅 |
|---|
| 產(chǎn)品顏色 | 有色金屬 |
|---|
| 質(zhì)保時(shí)間 | 1個(gè)月 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領(lǐng)域 | 機(jī)械加工/液壓 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 質(zhì)量認(rèn)證 | 正品 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/Q345B/304不銹鋼 |
|---|
| 廠(chǎng)家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
以下是:非標(biāo)珩磨管一支起訂的圖文視頻
導(dǎo)讀 非標(biāo)珩磨管一支起訂,安達(dá)液壓機(jī)械有限公司專(zhuān)業(yè)從事非標(biāo)珩磨管一支起訂,聯(lián)系人:高經(jīng)理,電話(huà):17706353138、17706353138,QQ:3573482096,發(fā)貨地:聊城遼河路燕山路交叉口南500米東首發(fā)貨到黑龍江省 牡丹江市 陽(yáng)明區(qū)、愛(ài)民區(qū)、東寧市、林口縣、綏芬河市、海林市、寧安市、穆棱市,以下是非標(biāo)珩磨管一支起訂的詳細(xì)頁(yè)面。 黑龍江省,牡丹江市 牡丹江因松花江上支流之一的牡丹江橫跨市區(qū)因而得名。牡丹江已開(kāi)發(fā)利用的主要風(fēng)景名勝古跡及人文景點(diǎn)有火山口森林公園、牡丹峰森林公園和自然保護(hù)區(qū)、雪鄉(xiāng)滑雪場(chǎng)、牡丹峰滑雪場(chǎng)、八女投江紀(jì)念群雕、橫道河子?xùn)|北虎林園及冬季在牡丹江江面上建設(shè)的雪堡等。2017年12月,當(dāng)選中國(guó)十佳冰雪旅游城市。
珩磨管一支起訂黑龍江牡丹江市")
珩磨管一支起訂黑龍江牡丹江市")
珩磨管一支起訂黑龍江牡丹江市")
<牡丹江>九冶管業(yè)有限公司主要從事牡丹江液壓缸筒的研發(fā)、設(shè)計(jì)、銷(xiāo)售、并且為客戶(hù)提供熱情的服務(wù)。將牡丹江液壓缸筒產(chǎn)品帶給客戶(hù),以市場(chǎng)為導(dǎo)向,專(zhuān)業(yè)從事牡丹江液壓缸筒的生產(chǎn)加工。細(xì)抓每一個(gè)工作環(huán)節(jié),逐步建立和完善質(zhì)量保證體系,不斷提高服務(wù)水平。
珩磨管一支起訂黑龍江牡丹江市")
珩磨管一支起訂黑龍江牡丹江市")
牡丹江珩磨管油缸管絎磨管我們大口徑厚壁絎磨管廠(chǎng)對(duì)Φ400mm自動(dòng)軋管機(jī)組,穿孔、二次穿孔(延伸)、自動(dòng)軋管和均整4個(gè)軋制過(guò)程的荒管實(shí)測(cè)壁厚數(shù)據(jù)進(jìn)行了傅立葉變換,得出了壁厚不均的定量分析及其形成原因,并以此為基礎(chǔ)提出了改善鋼管壁厚不均的途徑:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的關(guān)鍵環(huán)節(jié),主要措施是改進(jìn)工具設(shè)計(jì),提高頂桿和頂頭在旋轉(zhuǎn)過(guò)程中與軋制線(xiàn)的同心度。
②改善穿孔后毛管的壁厚不均是重要環(huán)節(jié),主要措施是提高管坯的加熱均勻性,提高定心孔的精度,加長(zhǎng)頂頭均整帶的長(zhǎng)度和反錐的長(zhǎng)度,提高頂桿與頂頭在旋轉(zhuǎn)過(guò)程中與軋制線(xiàn)的同心度。
③軋管時(shí)雖會(huì)產(chǎn)生嚴(yán)重的對(duì)稱(chēng)性壁厚不均,但對(duì)減輕螺旋形的壁厚不均有一定的作用。因此,軋管時(shí)應(yīng)軋制兩道,道次之間應(yīng)將荒管翻轉(zhuǎn)90°。
④均整過(guò)程能基本上對(duì)稱(chēng)性壁厚不均,但對(duì)螺旋形壁厚不均的作用甚小,因此,應(yīng)提高均整機(jī)的能力。
⑤傅立葉變換是研究斜軋過(guò)程壁厚不均的有效手段,這一方法也可用于其他鋼管生產(chǎn)機(jī)組管體壁厚不均的研究。
滾壓管
珩磨管一支起訂黑龍江牡丹江市")
總結(jié) 聯(lián)系人:高經(jīng)理,電話(huà):17706353138,安達(dá)液壓機(jī)械有限公司在黑龍江省牡丹江市本地專(zhuān)業(yè)從事非標(biāo)珩磨管一支起訂,黑龍江省牡丹江市各個(gè)縣市以及周邊城市均可提供送貨上門(mén)服務(wù)!