


水下切割沉井施工服務品質好視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:江蘇蘇州水下切割沉井施工服務品質好的圖文介紹
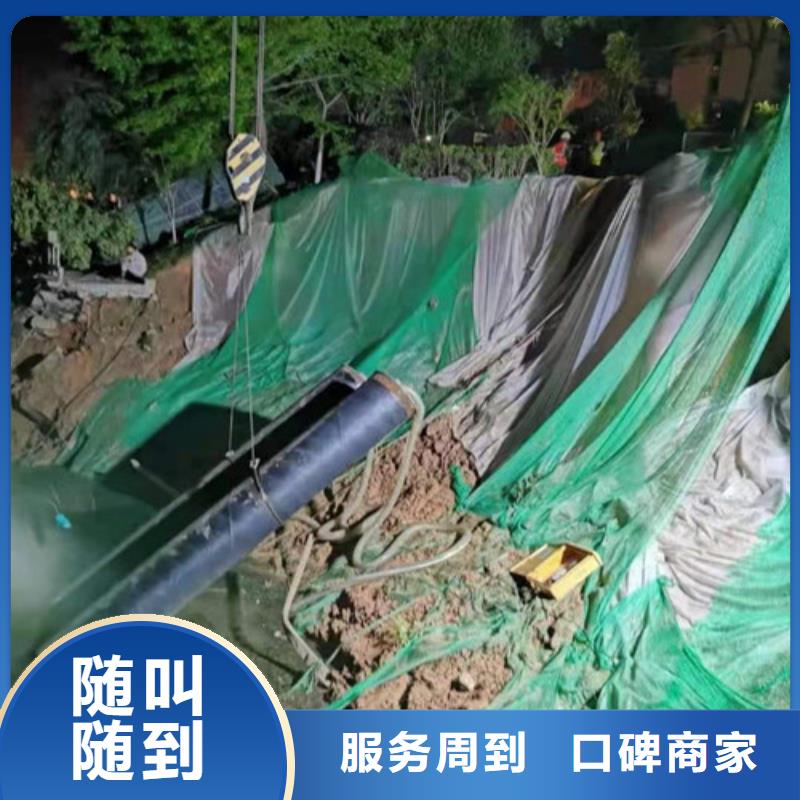
試驗氧氣膠管要用1.5倍工作壓力的蒸汽或熱水清洗,膠管內外不得粘附油脂。氣管與電纜應每隔.5m捆扎牢固,以免相互絞纏。入水下潛后,應及時整理好供氣管、電纜和信號繩等,使其處于位置,以免損壞。 (4)在作業點上方,半徑相當于水深的區域內,不得同時進行其它作業。因水下操作過程中會有未燃盡氣體或有毒氣體逸出并上浮至水面,水上人員應有防火準備措施,并應將供氣泵置于上風處,以防著火或水下人員吸入有毒氣體中毒。 (5)操作前,操作人員應對作業地點進行處理,移去周圍的障礙物。水下切割不得懸浮在水中作業,應事先安裝操作平臺,或在物件上選擇的操作位置,避免使自身、潛水裝具、供氣管和電纜等處于熔渣噴


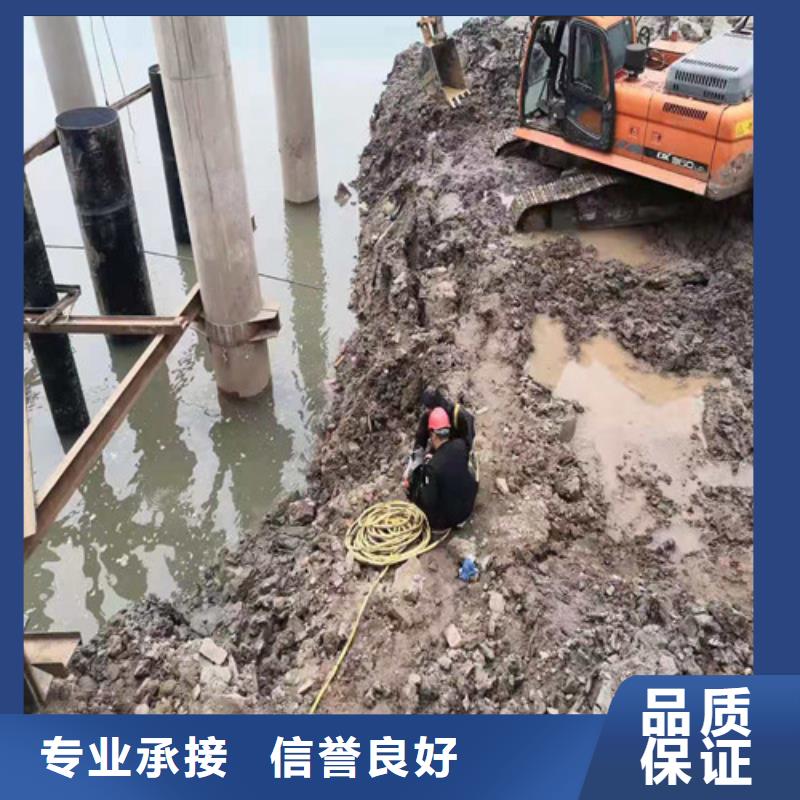
割工件或結構上的運用,而仰割操作不宜應用于這種位置。 懸空位置的水下切割技術 水下切割作業中,許多工件處于懸空位置,如果直接切割,會給在懸空狀態下工作的潛水員造成很大的危險性,切割效率也低。因此,首先應使潛水員穩定住身體,能安裝工作臺的盡可能安裝,不能安裝工作臺的可制作一只吊籃,讓潛水員站在吊籃中進行切割。另外,也可利用纜繩穩定住身體。 對于懸空位置的切割,應十分注意切割順序。對于一般工件或結構進行橫割或立割時,應自上而下逐塊切割。但對于水平管的切割要嚴加注意,都要在鋼管的上半周處留一段距離, 再切割或用吊車拉斷。 水下氧-火焰切割法通常適用于切割低碳鋼、低合金鋼等易氧化的材料,不適用于切割不銹鋼及除鈦



火焰燃燒的穩定性,又提高了火焰的預熱效果,同時也增大了從噴嘴到待切割工件間距離的變化范圍,便于操作。水下機械切割機一般有液壓驅動、氣壓驅動及電動驅動三種。液壓驅動的切割機在同樣的液壓下進行水下切割拆除,隨著水深的增加,供給切割機的功率相應降低,即驅動功率受到水深的限制。氣壓驅動與液壓驅動的切割機相似,如能將排氣管道與大氣相通,則可反沖壓力作用,從而提高切割效率。 依據各種水下切割法的基本原理和切割狀態不同,大體上可將現有的水下切割法分為兩大類,即水下熱切割法和水下冷切割法。 水下熱切割法是利用熱源對金屬進行加熱,或在純氧氣中燃燒,使金屬熔化,并采取某種措施將熔化金屬或熔渣去除而形成切口的切割方



在當前國內外 本地打撈激烈的市場競爭中,源美水下工程(蘇州市分公司)本著“誠信為本、客戶至上、精益就精、質量優先”的立業宗旨,一如既往地提高現有 本地打撈產品質量,不斷努力提高現有 本地打撈產品質量,不斷努力研究開發適用于客戶要求的 本地打撈產品,完善售后服務,保證用戶運行而無后顧之憂。愿與各界朋友精誠合作,共謀發展!


1900年.Fouch和Picard制造出了第1把氧乙炔割炬。氧乙炔火焰切割作為一種熱切割方法開始被應用于生產實踐,但當時僅限于陸地切割使用。水下切割是1908年德國人試圖使用陸地上的氧乙炔割炬實現的,其工作水深在8 m以內.但由于周圍水的強烈冷卻作用,使切口處很難預熱,且火焰不穩定,切割效果并不好。到了1925年,水下切割技術獲得重大突破,美國海軍為了便于進行海上打撈,研制出一種使用壓縮空氣作為外部屏幕的氧一氫割炬。在實際應用中獲得了良好的效果。水下氧火焰切割的機理是采用氣體火焰把鋼板預熱到燃點溫度.然后用高速氧氣射流噴向已經預熱的金屬,引起鋼板發生氧化反應同時放出熱量。氧氣射流把氧化物及熔融。



