




格瑞管業有限公司

青島球墨鑄鐵管件的質量要求及外表要求:1.球墨鑄鐵管件內外表面必須光潔,不允許有裂縫、冷隔、錯箱等妨礙使用的明顯缺陷,凡使壁厚減薄的局部缺陷允許存在,但其深度不得超過(2+0.05T)mm其中T為管體壁厚。2.球墨鑄鐵管件法蘭備用輪廓清晰,不允許有影響使用的鑄造缺陷。3.征得需方同意,不影響使用的局部缺陷可予修補,但修補后的管件必須重新進行水壓或氣密性試驗。青島球墨鑄鐵管 青島球墨鑄鐵管件涂覆:1.球墨鑄鐵管件內外表面可以涂格瀝清或其它防腐材料,若有特殊要求,同供需雙方協商確定。2.球墨鑄鐵管件用地給水時,衛生條件應符合衛生部門有關規定。3.涂覆前,管件的內外應清理干凈,涂覆后,內外表面應光潔,涂層均勻、牢固且不因氣候的變化而發生異常。
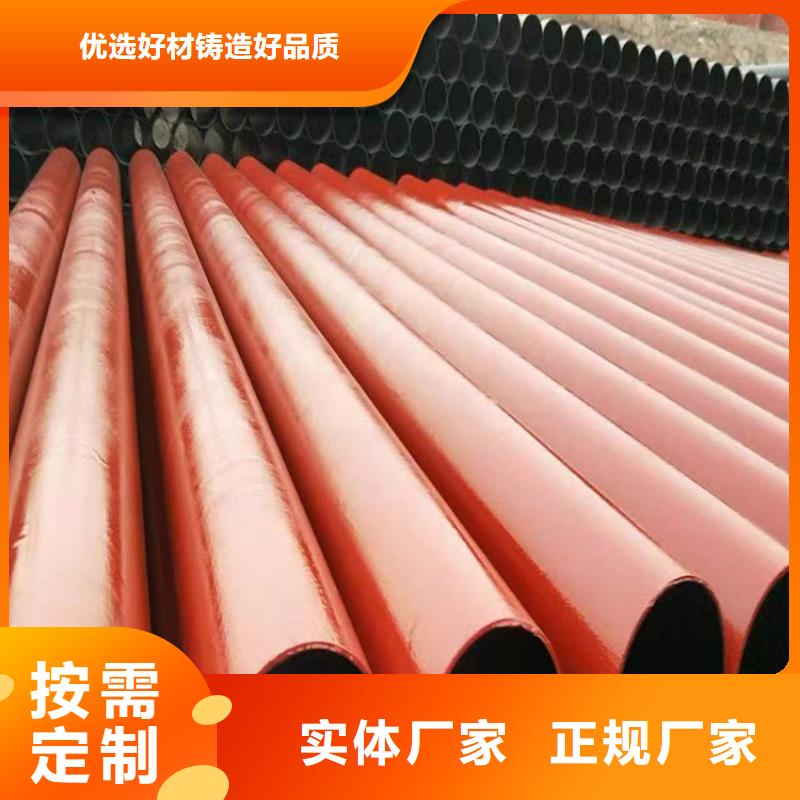
銅仁輸氣球墨鑄鐵管-專注研發二、現代防腐工藝:根據球墨鑄鐵管輸送介質的不同,埋入土壤的土質不同,管道環境不用,對管道的內外防腐都有不一樣要求。隨著具有各種特性的化工原料出現,球磨鑄鐵管的內外防腐技術也在不斷發展。適應不同環境、適用不同輸送介質的耐腐蝕球磨鑄鐵管紛紛出現在管道施工現場。比較成熟的有管外噴涂環氧彩漆、管內襯聚脲、管內襯環氧陶瓷。(一)管外噴涂環氧彩漆管外噴涂的環氧彩漆為雙組分液體環氧涂料,使用高壓無氣噴涂技術,噴涂厚度0.3mm,顏色可以根據客戶要求配制不同顏色。噴涂前鑄管需要預熱到70攝氏度。(二)管內襯聚脲管內襯聚脲為雙組分防腐涂料,噴涂厚度一般不小于1mm。其固化速度快,快10s凝膠,10分鐘可達步行強度。用于球墨鑄鐵管內壁防腐時,鑄管需要預熱到70攝氏度,鑄管內壁需要采用G17或者G24鋼砂進行拋丸處理,達到Sa2.5。內壁必須光潔、無油污、重皮、氧化皮、銹斑等影響聚脲粘附力的缺陷。噴涂設備選用美國GRACO的專用聚脲噴涂機。在DN80-300規格的鑄鐵管內噴涂聚脲,需要使用國內研發的專用小管噴槍。(三)管內襯環氧陶瓷球墨鑄鐵管內噴涂的環氧陶瓷是一種三組分的防腐涂料,涂層厚度不小于1.2mm。A料為液體環氧樹脂,添加大量石英粉;B料為聚胺類固化劑;C料為催化劑。三種原料的體積比為100:100:1。噴涂后鑄管需要繼續旋轉,大約40分鐘后,環氧陶瓷達到表干程度,可以停止鑄管旋轉,進行靜至固化。固化時間根據外界溫度不同在4~16小時內變化。固化后,防腐層致密光滑,堅如陶瓷,因此命名為環氧陶瓷。其具有很好的耐水、抗腐蝕和電絕緣性。環氧陶瓷分為黑陶和白陶兩種。黑陶用于輸送污水;白陶可用于輸送飲用水。由于此種涂料內含有大量石英粉,一般的噴槍使用壽命短,因此,需要采用甩盤式噴涂。

