



鋼太原無縫鋼管工藝性能檢驗過程:
①壓扁試驗:圓形試樣 C形試樣(S/D>0.15) H=(1+2)S/(∝+S/D)
L=40~100mm 單位長度變形系數=0.07~0.08
②環拉試驗:L=15mm 無裂紋為合格
③擴口和卷邊試驗:頂心錐度為30°、40°、60°
④彎曲試驗:可代替壓扁試驗(對大口徑管而言)
6.鋼太原無縫鋼管金相分析:
①高倍檢驗(微觀分析):非金屬夾雜物100x GB/T 10561 晶粒度:級別、級差
組織:M、B、S、T、P、F、A-S
脫碳層:內、外。
A法評級:A類-硫化物 B類-氧化物 C類-硅酸鹽 D-球狀氧化 DS類。
②低倍試驗(宏觀分析):肉眼、放大鏡10x以下。
a. 酸蝕檢驗法。
b. 硫印檢驗法(管坯檢驗,顯示低培組織及缺陷,如疏松、偏析、皮下氣泡、翻皮、白點、夾雜物等。
c. 塔形發紋檢驗法:檢驗發紋數量、長度及分布。
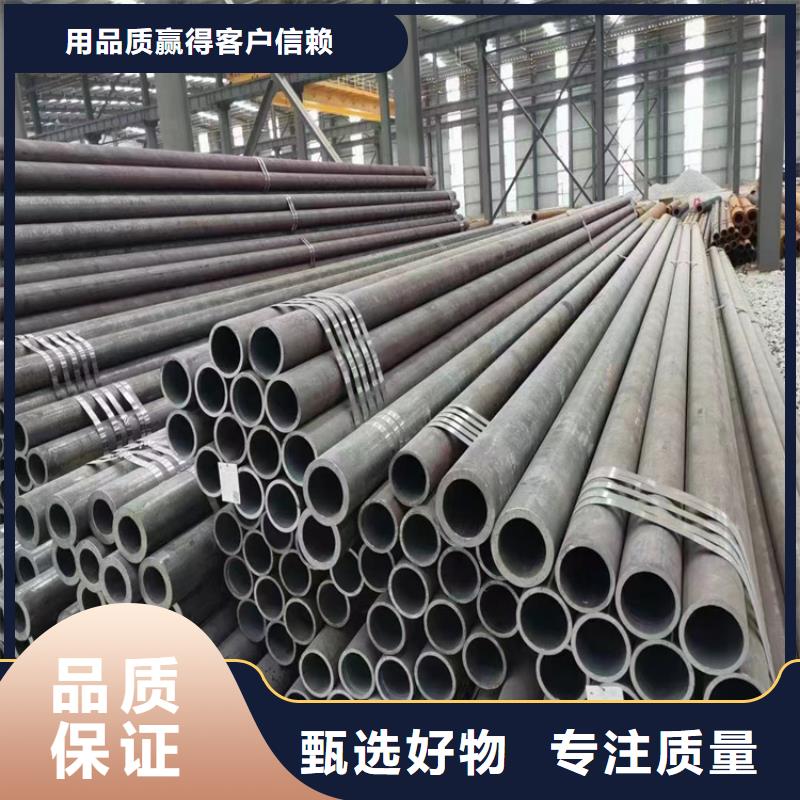
太原無縫鋼管沿其橫截面的周邊上無接縫的鋼管。根據生產方法不同分為熱軋管、冷軋管、冷拔管、擠壓管、頂管等,均有各自工藝規定。
太原無縫鋼管材質有普通和優質碳素結構鋼(Q215-A~Q275-A和10~50號鋼)、低合金鋼(09MnV、16Mn等)、合金鋼、不銹耐酸鋼等。
太原無縫鋼管按用途分為一般用途的(用于輸水、氣管道和結構件、機械零件)和專用的(用于鍋爐、地質勘探、軸承、耐酸等)兩類。
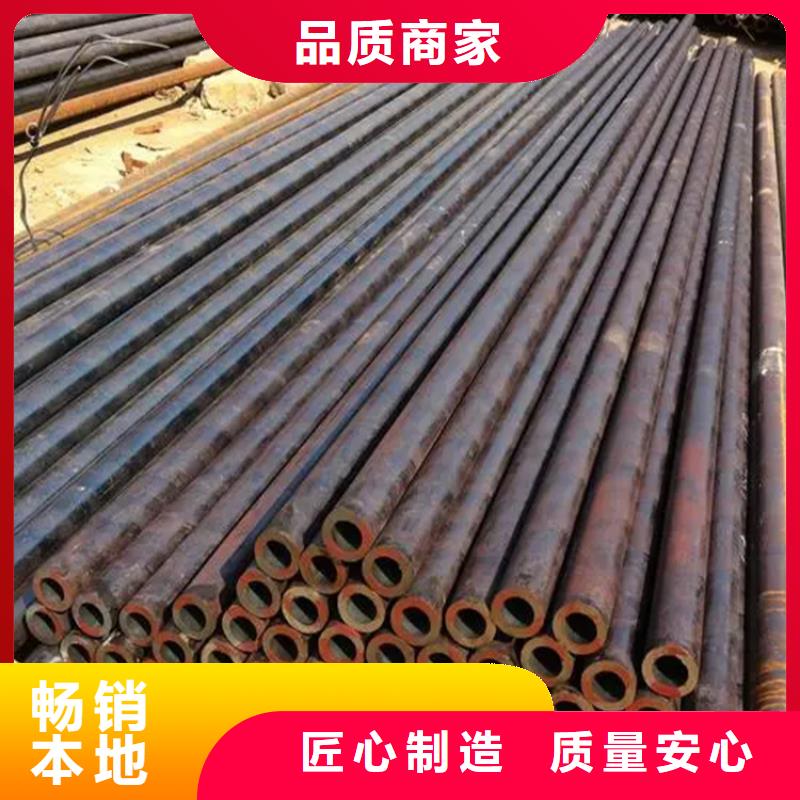
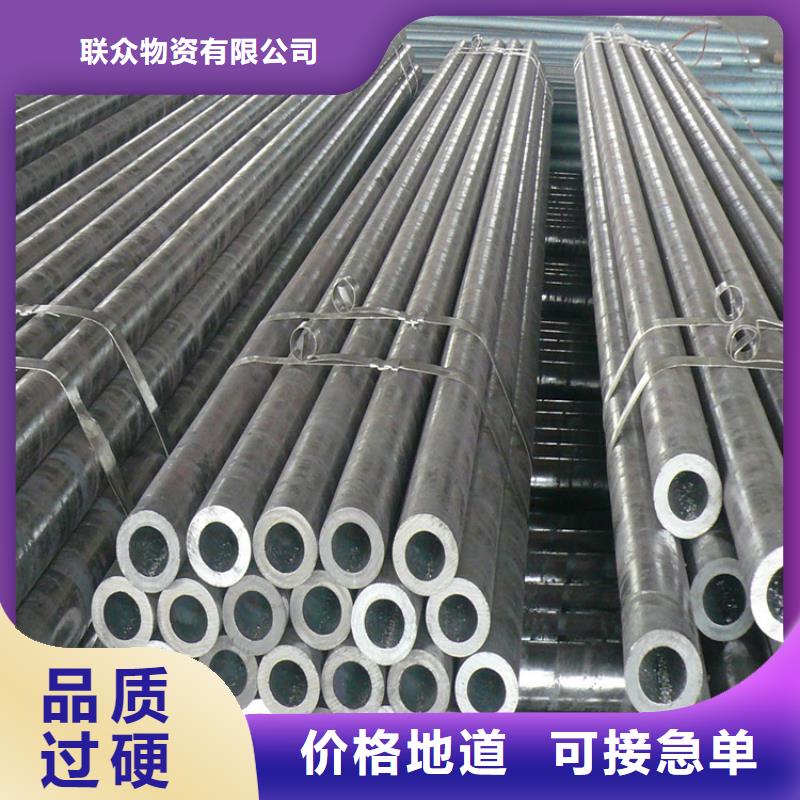
太原無縫鋼管熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,太原無縫鋼管由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,太原無縫鋼管一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
太原無縫鋼管質量檢驗方法:
1.化學成分分析:化學分析法、儀器分析法(紅外C—S儀、直讀光譜儀、zcP等)。
①紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。
②直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi
③N—0儀:氣體含量分析N、O
2.鋼管幾何尺寸及外形檢查:
①太原無縫鋼管壁厚檢查:千分尺、超聲測厚儀,兩端不少于8點并記錄。
②鋼管外徑、橢圓度檢查:卡規、游標卡尺、環規,測出點、小點。
③鋼管長度檢查:鋼卷尺、人工、自動測長。
④鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度。
⑤太原無縫鋼管端面坡口角度和鈍邊檢查:角尺、卡板。
