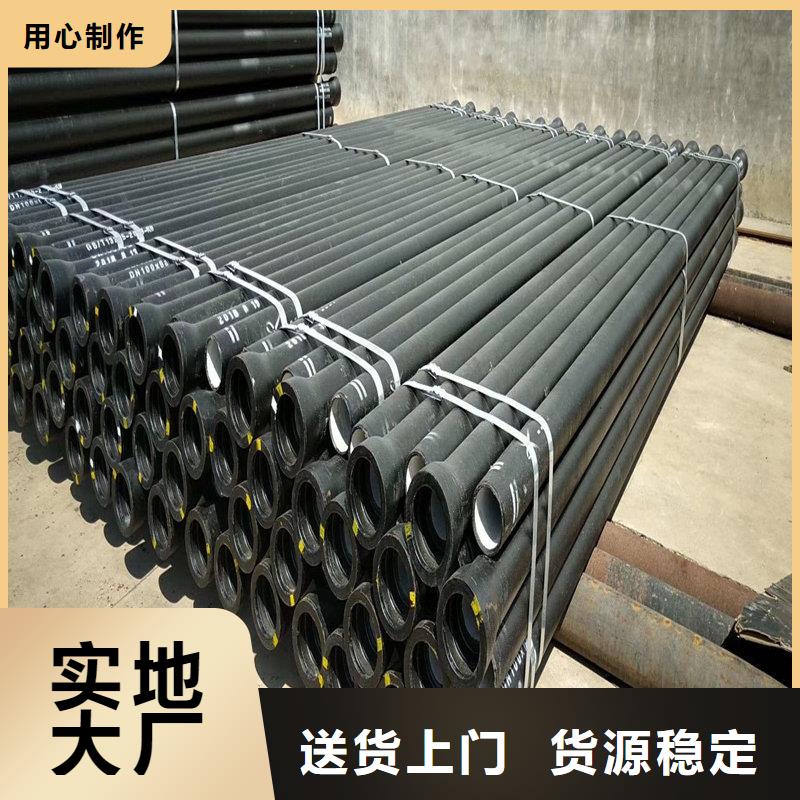

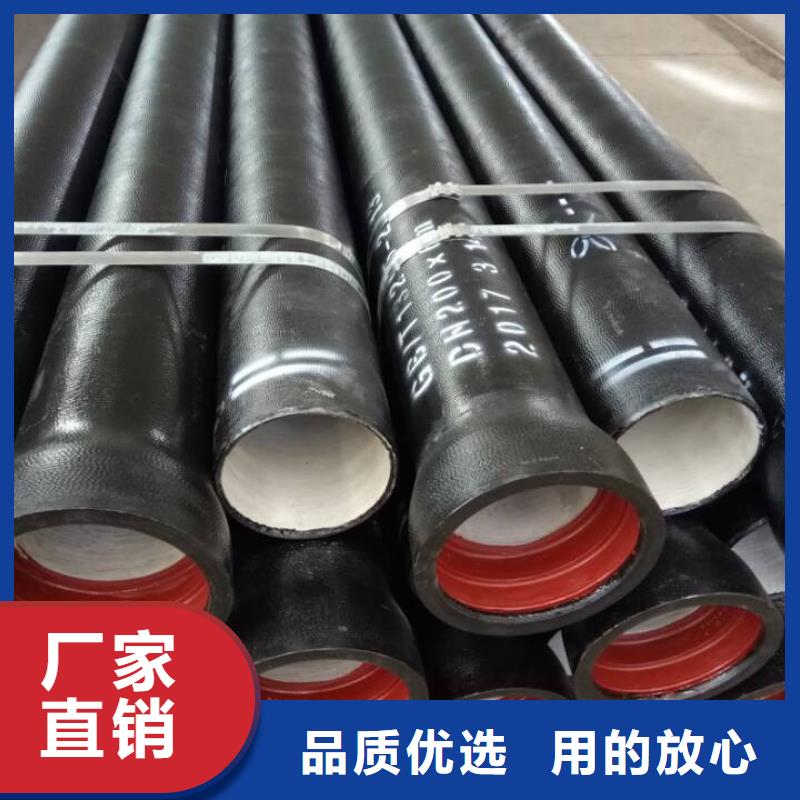




按當前上先進的離心鑄造,退火工藝,水冷金屬型離心鑄管機澆鑄而成,經過退火,承插口修整,水壓試驗,內壁襯層水泥,水泥襯層養生,水泥內襯,外壁涂敷瀝青漆,瀝青漆烘烤,承口防銹處理,噴嘜頭及包裝等多道工序的精心處理,具有度,高延伸率,耐腐蝕的鋼筋鐵骨。柔性鑄鐵管是指材質為灰鑄鐵,經過高速離心機鑄造而成,采用柔性連接方式,橡膠密封圈密封,螺栓緊固,在內水壓下具有良好的撓曲性,伸縮性。是鑄鐵管材的發展方向。
保溫讓原基體全部奧氏體化后再在油或熔鹽中冷卻實現淬火,后經250-350℃加熱保溫回火,原基體轉換為回火馬氏體及殘留奧氏體組織,原球狀石墨形態不變。處理后的鑄件具有高的硬度及一定韌性,保留了石墨的潤滑性能,耐磨性能更為改善。球墨鑄鐵件作為軸類件,如柴油機的曲軸,連桿,要求強度高同時韌性較好的綜合機械械性能,對鑄鐵件進行調質處理。將鑄鐵件淬火并低溫回火處理。工藝是:鑄件加熱到860-900℃的溫度4.東海球墨排水鑄鐵管k8價格球墨鑄鐵的淬火并回火處理球墨鑄造件作為軸承需要更高的硬度。低硫的優質鑄造鐵水萬通球墨鑄鐵管采用煉鐵高爐生產的低磷。
支墩管身及接口,當無異常時,再繼續升壓。預試階段:將管道內水壓緩緩地升至試驗壓力并穩定。管道穿越河流30min期間如有壓力下降可注水補壓,但不高于試壓力,檢查管道接口,配件等處有無漏水,損壞現象,有漏水,損壞現象時應及時停止試壓,查明原因并采取相應措施后重新試壓。
在制模時應預先施加一個反變形量。確定反型變量的大小。就算極個別地區報價略有上漲除了采用類比法以外,也可采用計算法。鐵路,架橋等處,應單獨試壓。沖水裝置應設在整個試驗管段的低處,充水速度應盡量慢,以使管道內空氣全部被擠出。試壓應在管段充滿水后,在不大于工作壓力條件下充分浸泡48小時后在進行。試壓分兩步進行, 步升壓。第二步按強度試用要求進行檢查。升壓時應分級升壓,每次升壓以0.2mpa為宜。