




目標:
公司做到:誠實守信,追求卓越。
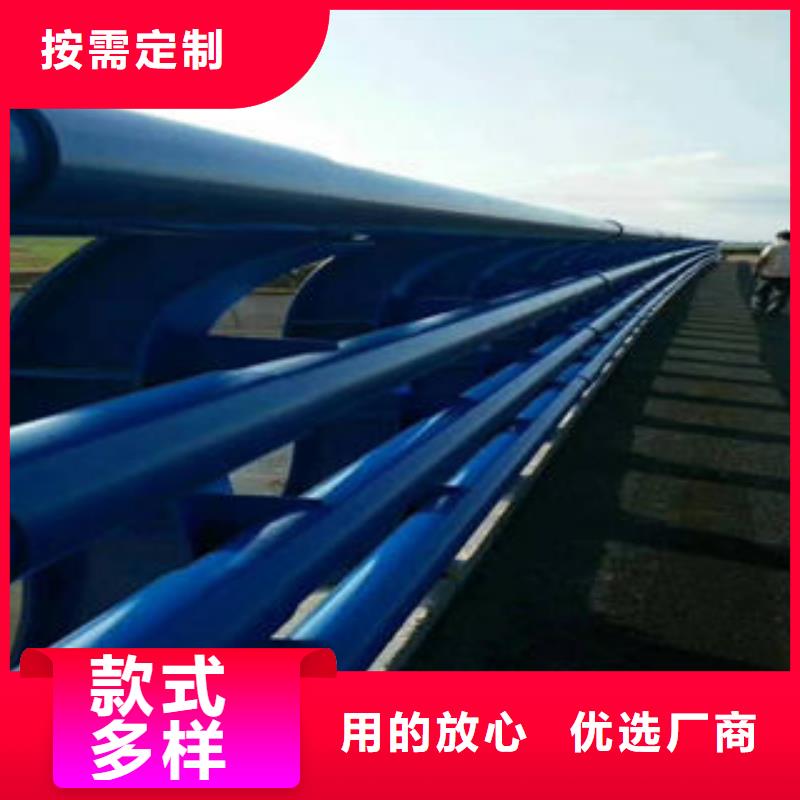
產品做到:質量保證、客戶至上、做優質優價的 四川甘孜不銹鋼復合管護欄產品。
開發做到:做到誠信溝通,考慮實際需求,本著互相提高、友好協作、力求創新,力求你的滿意!
市場做到:品質是 四川甘孜不銹鋼復合管護欄產品的生命,管理出效益,培育市場!
管理做到:以人為本,珍重人才,服務行業、共同發展


將不銹鋼管和碳素結構鋼兩種金屬材料,采用高科技無膠壓力同步復合,是復合新材料領域的一次重大創新!無膠壓力不銹鋼復合管,兼具不銹鋼良好的抗腐性和卓越美觀的華麗外表,以及碳素鋼良好的抗沖擊性能,使裝飾和負荷完美結合,節能和廉價有機統一,復合大力發展復合新材料產業政策,因而受到各級政府的重視和支持。
由于采用高科技無膠壓力復合,作為節能和綠色環保新材料,不銹鋼復合管于2002年被列入中國社會調查研究所特別產品,2003年出,不銹鋼復合管標準GB/T18704-2002正式頒布,從此,不銹鋼復合管從材料選擇、工藝方法、質量檢驗、市場應用等各個方面,都有一套嚴格的管理規范。復合管護欄和復合管欄桿區別在哪里?業生產不銹鋼復合管,不銹鋼復合管護欄,外復不銹鋼復合管,不銹鋼復合方管,內復/內襯不銹鋼復合管,大口徑/小口徑不銹鋼復合管,不銹鋼/碳素鋼復合管,不銹鋼碳鋼復合管,晾衣架用不銹鋼復合管,燈桿用不銹鋼復合管,欄桿用不銹鋼復合管,流體用不銹鋼復合管等,各種不銹鋼復合管。怎樣確定不銹鋼橋梁立柱之間的距離?
隨著交通的不斷發達,公路護欄網的使用也日趨廣泛,在購買公路護欄網之后,其安裝就又成為了一個令人頭疼的問題,關于公路護欄網的立柱的安裝技巧。 公路護欄網安裝立柱重要的是要確定立柱之間的距離,這個距離必須正好是網片的寬度,先安裝好一個立柱,然后在立柱的位置標記一個記號,然后根據網片的寬度使用測量儀測量出下一根立柱的位置,






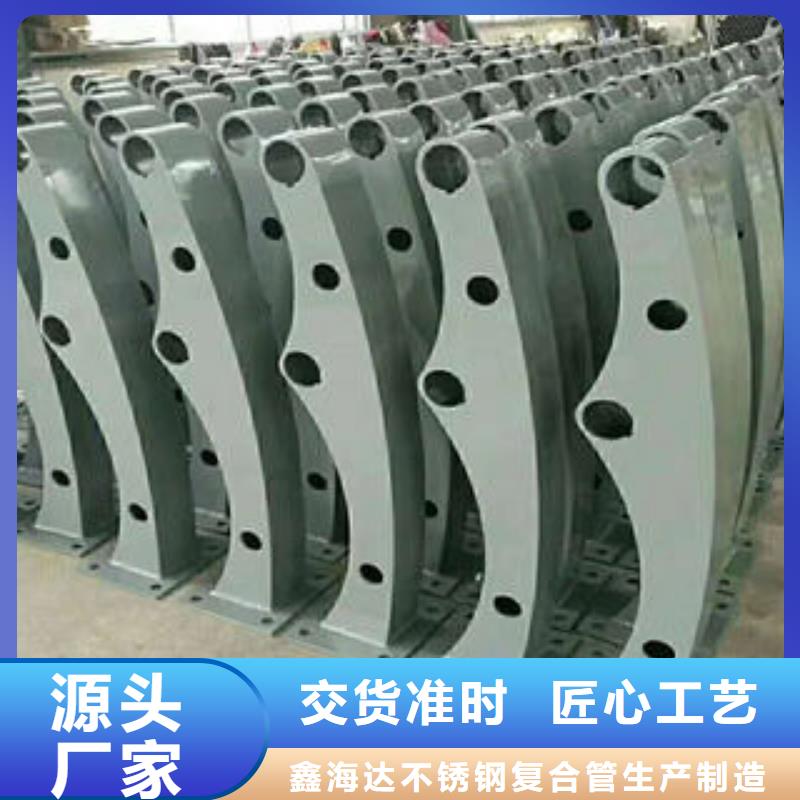
不銹鋼碳素鋼復合管從材料選擇,質量檢驗等,都有一套嚴格的管理,因為外觀優美,價格低廉等優點,目前廣泛用于橋梁欄桿、裝飾、汽車配件、輸送輥、紡織機械配件、等領域。生產雙金屬復合管的工藝流程:生產制造出來的雙金屬復合管的工作原理:首先外基管負責承受壓力和管道剛性支撐的作用,內襯管的主要作用是耐腐蝕。
雙金屬復合管的外層管可以根據要求的介質流量和壓力,選擇不同的尺寸和厚度的碳素鋼管。熱鍍鋅鋼管、直縫焊管、螺旋管、低中壓流體輸送用無縫鋼管,高壓鍋爐、石油裂化管、線管等。從20 -1020毫米直徑,壁厚從2.5到50毫米。內襯管道可以運輸根據介質的化學成分,選擇不同的抗腐蝕合金材質。
可以選擇奧氏體不銹鋼304、304L、316、316L、銅基合金、鎳基合金、哈氏合金、鈦、鈦合金、雙相不銹鋼和其他新的高耐蝕合金材料。內襯管的厚度可以根據要求的使用壽命和焊接過程從0.3 - 4毫米。不銹鋼碳素鋼復合管重量計算方式。不銹鋼碳素鋼復合管重量計算方式是什么?不銹鋼碳素鋼復合管由不銹鋼復合管以及碳素鋼管復合而成.
計算的時候分開計算,因為不銹鋼復合管與碳素鋼管的密度不一樣,假如不銹鋼復合管的復合層較薄,也可以不用考慮不銹鋼復合管的密度,直接按照碳素鋼鋼管的規范計算重量,假如規劃設計中的不銹鋼層厚度較大的情況下,就按照GB/T18704標準的重量計算。
不銹鋼復合管護欄、不銹鋼護欄技術特點 經過不同的拋光工藝,形成鏡光、亞光、拉絲表面等現代工業化加工的裝飾效果不銹鋼復合管欄桿,而且不銹鋼在冷加工、熱加工、焊接等方面都具有良好的物理性能。高端的不銹鋼護欄構配件采用的是不銹鋼材質制作,有著的機械性能和優越的耐腐蝕性能,使得產品具有良好的抗水平荷載性能、抗垂直荷載性能、抗軟重物撞擊性能。不銹鋼復合管復合管在儲存的時候應該注意哪些問題;首先就是不銹鋼復合管復合管在保存的時候一定要避免和有腐蝕作用的化學品放在一起,如果泄露的話就會對不銹鋼復合管復合管產生侵蝕和破壞。不銹鋼復合管復合管在儲存的時候也應該避免長時間浸在水里,不銹鋼復合管的銹蝕非常慢但如果時間與水接觸還是會影響到質量。



雙金屬復合管制備方法的研究概況熱成型法.目前雙金屬復合管的生產方法主要包括冷成型法、熱成型法、離心鑄造法、離心鋁熱劑法、爆炸焊成型法、電磁成型法等等。冷成型法,冷成型制造工藝的基本特征是將預加工好的薄壁不銹鋼管套入碳鋼管中,然后通過機械方法使不銹鋼管緊緊貼合在碳鋼管內壁上。
薄壁不銹鋼管有兩種獲得途徑:一種是通過選擇合適規格的無縫不銹鋼管,通過旋壓的方法使之變薄,達到要求的外徑和厚度;另一種是用薄的不銹鋼板或鋼帶在專用的制管機上用tig焊接成直縫或螺旋縫不銹鋼管。采用拉拔、脹接、旋壓和滾壓等方法使不銹鋼管緊緊貼合在碳鋼管內壁上,其中拉拔和脹接為常用。
拉拔是取兩根分別制成的無縫鋼管,將一根套在另一根外面,然后將兩管通過一模具同時進行拉拔,從而實現緊密配合的機械結合。這種管的優點是生產工藝比較簡單,價格較便宜。缺點是界面非擴散結合,只是依靠對外層進行的冷加工來獲得緊密配合,因此冷加工復合管如果遭遇高溫就有分層傾向,復合管會因應力釋放而失效。這就限制了冷加工管的使用環境和應用領域。脹接分機械脹接和液壓脹接兩種。
機械脹接是目前生產不銹鋼復合管的一種主要方法,它是利用滾脹芯軸回轉擠壓使復合管內管發生塑性變形,外管發生彈性變形,從而使復合管的外管對內管產生接觸壓力,以達到復合管內外壁的緊密貼合。液壓脹接原理與機械脹接相同,只是用管內高壓水施壓代替滾脹芯軸回轉擠壓。機械脹接時脹接力大小難以確定,易發生欠脹或過脹,且多次滾脹易造成襯里開裂。液壓脹接時脹接力均勻且大小可進行計算,因此更具優越性。兩種脹接法的共同缺點是內外層只是機械結合,和拉拔成型一樣,在高溫環境下會因應力松弛而分層失效。
目前金屬復合無縫管冷成型法大致有以下兩種:內擴漲型和外減徑型。內擴漲型,即:采用兩種材質的無縫管相互穿套(如外管采用一般普碳鋼無縫鋼管,內穿一薄壁不銹鋼管作為內層金屬管),在內管中施以高壓,使內層無縫管發生塑性變形外層無縫管僅產生彈性變形,從而使內管與外管緊密結合,形成雙金屬復合無縫管。
外減徑型,即:仍采用兩種材質的無縫管相互穿套,對外層管進行減徑拉拔或軋制,使內管與外管緊密結合,形成雙金屬復合無縫管。以上兩種工藝生產的金屬復合無縫管的不足之處在于:生產成本高昂,內外管均必須采用現成的熱軋或冷拔無縫管,加上其后的內漲或減徑工序使其制造成本大幅度上升;以上兩種類型的無縫管并非完全意義上的金屬復合,兩層金屬相互間并無冶金熔合,在受軸向力的情況下內外兩層金屬難以傳遞和均衡外力,在需要熱傳遞的應用領域,由于內外兩層金屬間存在間隙,熱阻必將大幅度增加。
