





鋼筋帶鋸床外形美觀、結構緊湊、操作簡單,三相、單相電壓可選扣壓到位時油缸自動回位,可采用手動和自動操作。
鋼筋帶鋸床 從以前的角度看來,帶鋸床廠家。鋸切設備就是非常簡單的切斷的工作,但是隨著時代不斷的應用,帶鋸床向著更化、數控化發展,是起點也是契機。
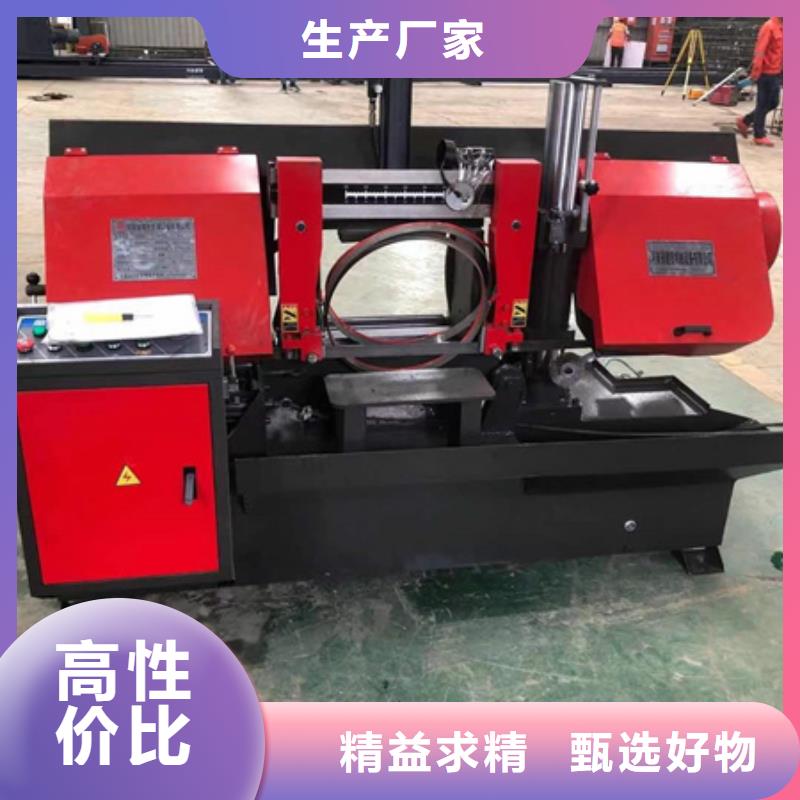
GB4240鋼筋鋸床是根據客戶需求設計專業鋸鋼筋 經濟型鋸床,適用于高鐵 隧道等工地的鋼筋齊頭 鋸斷;工作 采用液壓 ,操作方便;鋸切穩定,精度高;雙立柱結構,操作平穩;導向塊結構合理,延長鋸條的使用壽命。
1.1. 本機床主傳動采用蝸輪箱變速。進給采用液壓傳動工件 采用手動和液壓混合式 具有結構緊湊操作維修方便等特點。
2.2. 該產品是全新設備(包括所有外購的液壓、電氣等元件),具有合理的結構、可靠性、耐久性、穩定性,操作簡便。
3.3. 吸收國內外的先進技術,結合實際使用、設計鋸床的經驗優化設計使其具有較高的技術含量。
4.4. 產品的設計、制造,及配套件的選擇應符合國標工業標準和國際電工標準,計量單位全部采用國際單位制
鋸床鋸條打齒的原因及以及解決方法 :
1、鋸條齒型選擇不當,主要表 現 為鋸條齒距選擇過大或齒鋸過密,建議根據切割材質的直徑或形狀來選擇適合的齒型。
2、選擇的鋸條質 量 太次,主要表 現 在鋸條背材與齒部齒尖的質 量 ,不具有抗磨損性。建議選擇質 量 好的進口鋸條。
3、資料是否進行有效固定,主要表 現 為切割過 程 中資料松動導 致 ,建議檢查液壓虎鉗裝置是否完好,對于成束切割的要保證裝置上壓緊,同時對鋸條進行有效張緊。
4、切割進給過大,主要表 現 在為了調高切割效率,而下降速度過快。建議減 少 進給量或選擇更效率的鋸床,進給過大,而鋸條線速跟不上的話,容易導 致 此現象的呈現。

產品型號 GB4240
切削范圍 400×400×400
鋸帶規格 3505×34×1.1
鋸帶線速 27、45、69
工作夾緊方式 液壓
主電機功率 2.2
液壓電機功率 0.42
冷卻泵功率 0.04
外形尺寸 2200*1100*1500
主要用途:
本機床應用于切割高度≤600mm、寬度≤600mm的鋼胚、鐵板、無縫鋼管及大型軸類零件,亦可在選取適當的工藝參數后,切割各種黑色或有色金屬材料。具有可靠性高、效率高和高剛性等顯著特點,可代替昂貴的進口設備。
4.鋸條導向裝置
主要是由導向臂和導向頭所組成的此外還有導向輪和導向塊等以保證鋸條的切削精度從而能夠減少振動。
5.張緊裝置
主要是由滑板座、滑板、絲桿等組成的順時針是張緊鋸條逆時針則是松開鋸條。

河南建貿機械設備有限公司是一個集研究、生產、銷售為一體的建筑機械設備制造廠。河南建貿機械設備有限公司自創建伊始就以高起點、高為出發點,從廠區生產車間的建設到生產設備的引進,層層嚴格把關。
該設備可自動一次性成型長度為2m-27m的鋼筋籠,并配有遠程控制遙控器,比手工綁扎籠子生產效率高,節省材料,籠子堅固,外形標準。廣泛應用于大型橋
梁,高速鐵路建設等領域的灌注樁施工中。
產品優勢
加工速度快:備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等,工作效率高。
加工質量穩走可靠:由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。
帶鋸床是用于金屬切削的機床設備,其是運用鋸條的動轉來完結對工件的循環切削,在完結操作中有的操作者會遇到帶鋸床鋸條跳動的疑問,那么是啥要素構成的呢?帶鋸床帶鋸條跳動要素:、帶鋸條張緊度過松,通過恰當調張緊度,能夠有用的削減帶鋸條的跳動;、鋸條下行的筆直度欠好。需求從頭校準筆直度,能夠運用百分表,調整下鋸床的鋸條就能夠了,如需求替換合金塊,則及時替換新的合金塊;、工件夾緊固定不牢,這也會增加鋸床上的帶鋸條作業中跳動,從頭固定作業,夾緊牢固。 還有即是確保鋸床的安穩,如需求固定,則加地腳螺栓固定,究竟設備本身的作業安穩也同樣首要。
在帶鋸床各導向定位在正切的情況卜,應不會形成過早切斜現象。 從金屬帶鋸床舊鋸條的背部磨損卷邊現象推測,可能存在切削效率過高,從而導致齒尖過快磨損出現切斜。 要求較大的容屑空間鋸割硬材料或薄板薄管時應選用細齒鋸條
5 、金屬帶鋸床在作業中,禁絕半途變速,鋸料要放正、卡緊、卡牢,按原料硬度和鋸條質量決議進刀量。
6 、有必要專用液壓油和光滑油液壓傳動及光滑裝置中,冷卻液有必要清潔,并按周期替換或過濾。
7 、在資料行將鋸斷時,要加強調查,留意操作。
8 、作業結束,堵截電源,把各操作手柄放回空位上,并做好清掃作業。
9 、機床作業時如發現毛病,應立即泊車報告建造與保障部派機修工修補。鑫岳機床一直認為:供給優質的產品,是報答客戶 的辦法。
常呈現的維修誤區
毛病未定位盲目的拆開設備。一些修補人員因為對帶鋸床結構、原理不清楚,不仔細分析毛病原因,不能判別毛病部位,憑著 大約、差不多的思維盲目對機械大拆大卸,成果不光原毛病未掃除,并且因為修補技能和工藝較差,又呈現新的問題。 當數控機床呈現毛病后,要經過檢測設備進行檢測,如無檢測設備,可經過問、看、查、試等傳統的毛病判別辦法和手法,結合其結構和作業原理,斷定可能發作毛病的部位。
