

黔東南焊接方管擇優 <黔東南>金帝鋼管
無縫方矩管直角方管規格型號直角方管尺寸范圍為:邊長 30mmx30mm~400mmx400mm,壁厚為 1mm~16mm;直角矩管尺寸范圍為:邊長 30mmx50mm~300mmx600mm壁厚為 1mm~16mm。直角方管常見問題殘余應力的產生工件經機械加工后,其表層都存在殘余應力。殘余壓應力可提高工件表面的耐磨性和受拉應力時的疲勞強度,殘余拉應力正好相反。若拉應力超過工件材料的疲勞強度極限時,則使工件表面產生裂紋,加速工件的損壞殘余應力的方法(1)、自然時效自然時效是通過把零件暴露于室外,經過幾個月甚至幾年的時間,使其尺寸精度達到穩定的一種方法。這種時效方法早已被普遍采用。大量的試驗研究和生產實踐證明,自然時效具有穩定鑄件尺寸精度的良好效果。(2)、熱時效用的工藝方法就是進行應力的退火,這種方法的特點就是能夠大幅度的降低構件的殘余應力,尺寸精度穩定。構件加熱到400 - 700°C時,技術構件即具有相當的單行,同時具有明顯的塑性,這個溫度范圍稱為彈性轉變溫度。現階段為節約時間成本,多采用后者。


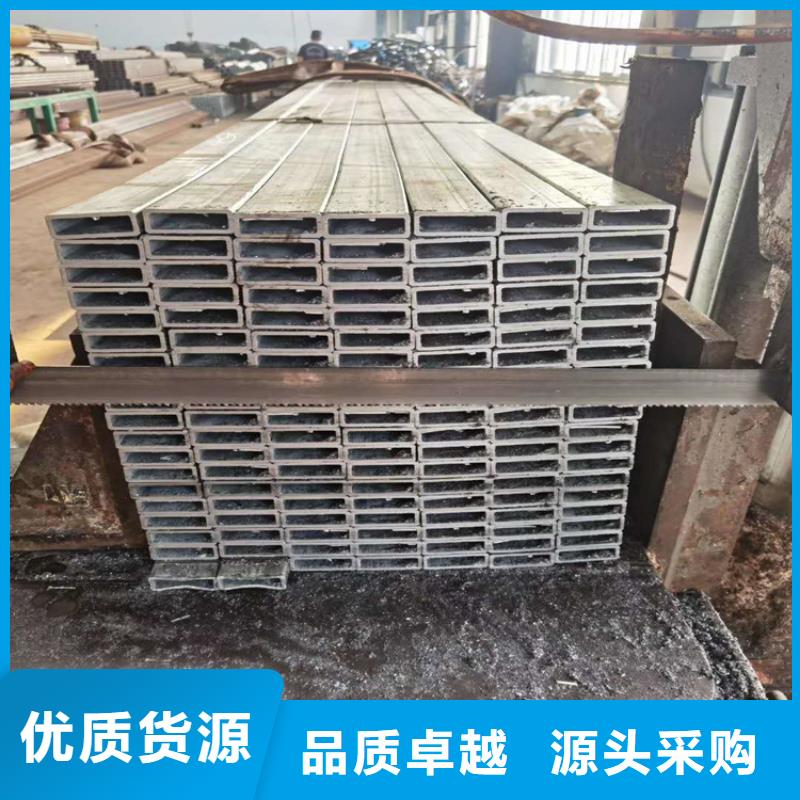
無縫方矩管用途無縫方矩管的用途有建筑,機械制造,鋼鐵建設等項目, 造船,太陽能發電支架,鋼結構工程,電力工程,電廠,農業和化學機械,玻璃幕墻,汽車底盤,機場鍋爐建造,高速路欄桿,房屋建筑,壓力容器,石油儲罐,橋梁,電站設備,起重運輸機械及其他較高載荷的焊接結構件等無縫方矩管的顧名思義,是一種方形體的管型,有很多種材質的物質都可以形成方管體,無縫方矩管介質于干什么用,用什么地方,大多數方管以鋼管為多數,經過拆包,平整,卷曲,焊接形成圓管,再由圓管軋制成方形管然后剪切成需要的長度。方管按用途分為結構方管,裝飾方管,建筑方管,機械方管等等
無縫方矩管是方形管材的一種稱呼,也是邊長相等的的鋼管,是因為帶鋼工藝處理卷制而成的。改拔方管:一般是把帶鋼經過拆包,平整,卷曲,焊接形成圓管,再由圓管軋制成無縫方矩管然后剪切成需要長度。1、實彎實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。2)實彎的缺點是有拉伸/減薄效應。,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。2、空彎空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。1)空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如無縫方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。2)空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是無縫方矩管和圓管空彎成型時不同的特點。


無縫方矩管加工作業中工序多,體力勞動繁重,起重運輸工作量大,所以容易發生各類事故。日常生產中,我們要注意以下問題:(一)灼燙無縫方矩管生產離不開高溫,所以我們應該灼燙事故的發生。煉鐵生產車間應嚴格執行熱風爐工作制度,防止由于換爐事故造成熱風爐故障。煉鋼車間要嚴格執行從補爐、裝爐、熔煉到出鋼整個生產過程的操作規程,避免由于操作不當造成熔煉過程中的噴濺、灼燙事故。(二)煤氣中毒煤氣中的主要有害成分為一氧化碳。在煉鋼、煉鐵生產中,特別是煉鐵生產中生產的廢氣,即高爐煤氣,含有很高的一氧化碳。因此在無縫方矩管生產中,要是處理不好極易發生煤氣中毒事故。有效的辦法,是注意加強生產現場的通風、監測、檢修和個人防護。
黔東南焊接方管擇優
