為您精心制作的鋁合金型材空心抽油杠常年供應產品視頻已準備就緒,展示產品的各項功能和特點。請您抽出片刻時間觀看,相信一定會給您帶來意想不到的驚喜。
以下是:鋁合金型材空心抽油杠常年供應的圖文介紹

十堰低中壓鍋爐管
恒永興金屬材料銷售
有限公司
十堰低中壓鍋爐管的圖文介紹
價格美麗源廠直銷

恒永興金屬材料銷售 有限公司自成立以來一直秉承著專業、、便捷的服務宗旨,對所有涉及到的 湖北十堰低中壓鍋爐管產品、項目進行著不斷的研發及改進。 湖北十堰低中壓鍋爐管產品自投放市場以來,以過硬的質量、出色的性能、完善的服務,贏得了各地市政管理部門和廣大客戶的一致認可與好評,業務量拓展迅速。




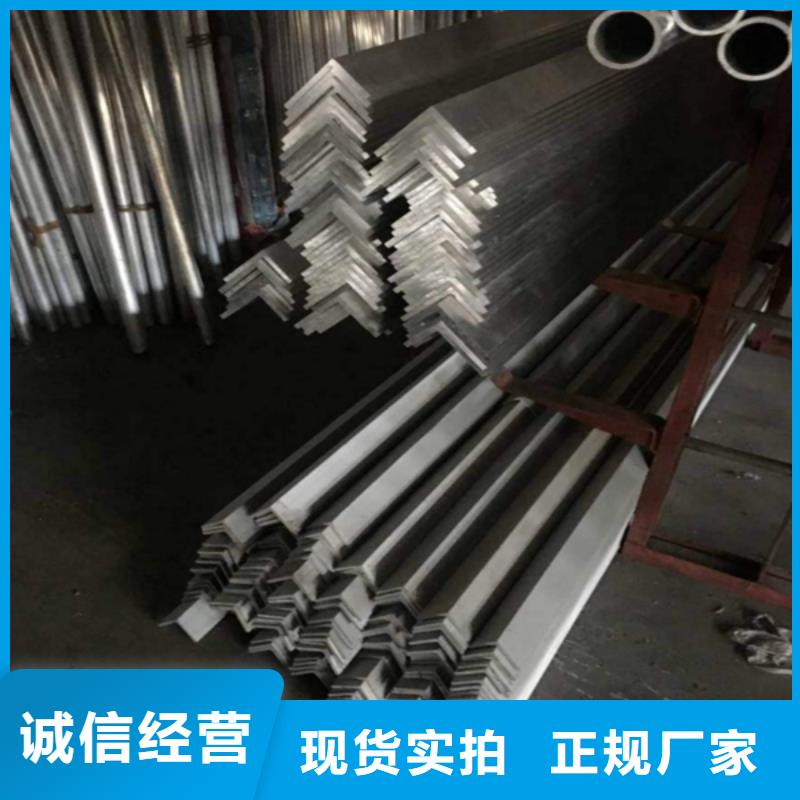
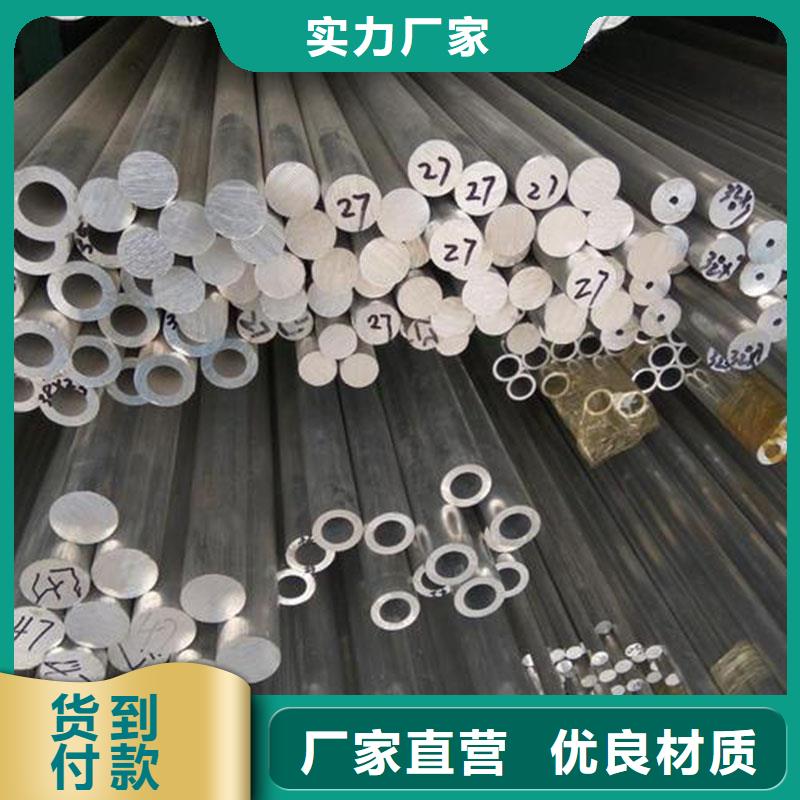
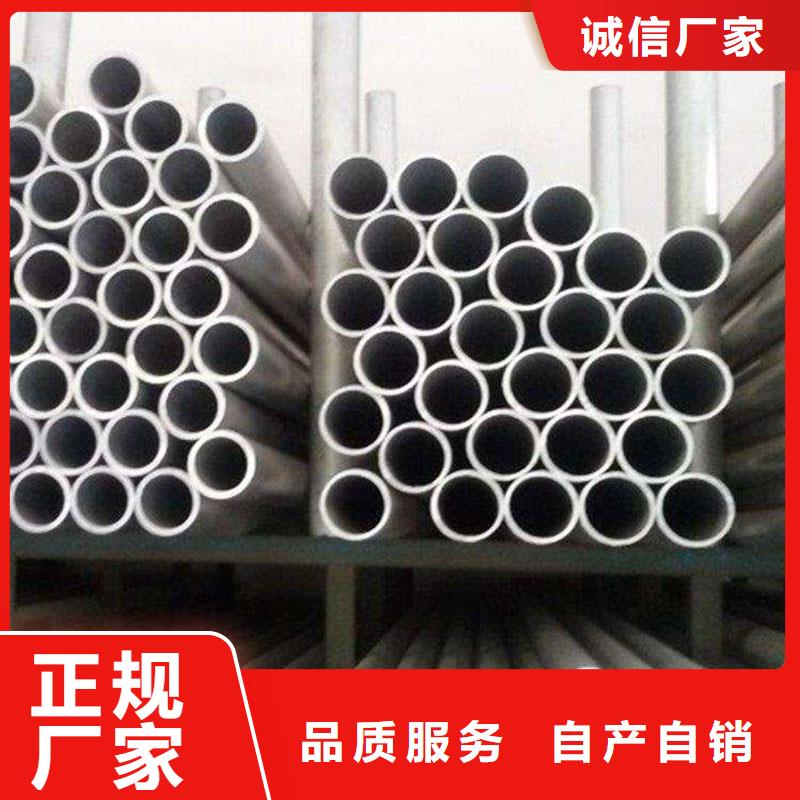
產品實拍圖
PRODUCT REAL SHOT DISPLAY


鋁合金門窗八大優勢和六個質量指標----鋁合金門窗八大優勢:一:質輕、強度高。鋁合金材料多是空芯薄壁組合斷面,方便使用,減輕重量,且截面具有較高的抗彎強度,做成的門窗變形小,耐用。二:密閉性能好。密閉性能是門窗的重要性能指標,鋁合金門窗較之普通木門窗和鋼門窗,其氣密性、水密性和隔音性能均佳。鋁合金門窗本身,其推拉門窗比平開門窗的密閉性稍差,因此推拉門窗在構造上加設了尼龍毛條,以增強其密閉性能,達到日常使用更高要求。三:耐腐蝕性強,使用維修方便。鋁合金門窗不銹蝕,不退色,表面不需要涂漆,維修費用少。四:強度高,剛度好,堅固耐用。五:使用價值高。在建筑裝飾工程中,特別是對于高層建筑、次的裝飾工程,如果從裝飾效果、空調運行及年久維修等方面綜合權衡,鋁合金門窗的使用價值是優于其它種類門窗。六:不褪色,易于保養。鋁合金門窗不需要涂漆,不褪色、不脫落,表面不需要維修。七:開閉輕便靈活,無噪音。八:造型美觀,可有多種顏色。鋁型材表面處理技術多樣化,可滿足不同人不同的審美所需。鋁合金門窗的六個質量指標:一、厚度:鋁合金推拉門有75系列、85系列兩種,住宅內部的鋁合金推拉門用75系列即可。系列數表示門框厚度構造尺寸的毫米數。鋁合金推拉窗有60系列、65系列。系列選用應根據窗洞大小及當地風壓值而定。用作封閉陽臺的鋁合金平開窗應不小于60系列。二、強度:抗拉強度應達到每平方米毫米157牛頓,屈服強度要達到每平方毫米108牛頓。選購時,可用手適度彎曲型材,松手后應能復原狀。三、色度:同一根鋁合金型材色澤應一致,如色差明顯,即不宜選購。四、平整度:檢查鋁合金型材表面,應無凹陷或鼓出。五、光澤度:鋁合金門窗避免選購表面有開口氣泡(白點)和灰渣(黑點),以及裂紋、毛刺、起皮等明顯缺陷的型材。六、氧化度:氧化膜厚度應達到10米。選購時可在型材表面輕劃一下,看其表面的氧化膜是否可以擦掉。