



為了讓您更地了解我們的焊管【無縫鋼管】生產安裝產品,只需花費一分鐘時間,您就能發現更多令人心動的細節和優勢,為您的購物體驗增添更多驚喜。
以下是:焊管【無縫鋼管】生產安裝的圖文介紹

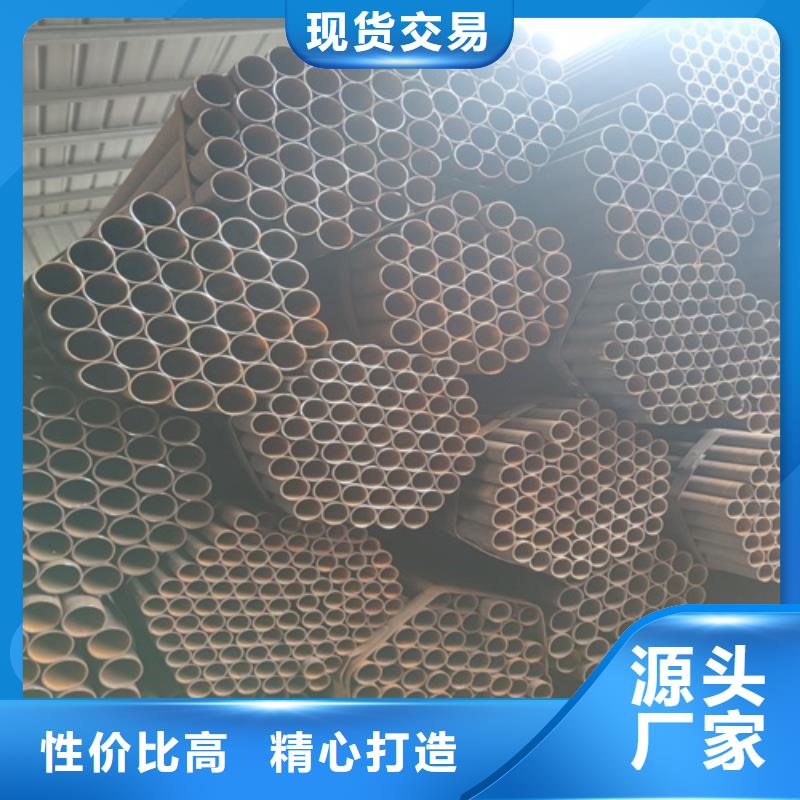
焊管高頻焊接方法 焊管采用這種焊接方法時,接觸頭可設置在離會合點不同距離上。管坯運動時,接觸頭可沿待焊邊上面或下面滑動。接觸頭從上面放置在待焊邊上的方案用得*廣,因為采用這種方案可以使焊接裝置結構簡單可靠。焊管高頻焊接主要是利用高頻電流的趨膚效應和鄰近效應,使電流高度集中在待焊邊上,從而能在百分之一秒時間內將其加熱到焊接溫度1230℃左右,然后在擠壓輥的作用下進行壓力焊接。 焊管高頻焊接方法,根據向被焊件饋電方式不同,可分為傳導饋電和感應饋電兩種。采用傳導饋電焊接時,借助于兩個接觸頭2和3把高頻電流傳到管坯1上。焊接電流沿管坯坡口兩側流過,并通過擠壓輥5附近的坡口兩側會合點形成回路。在管坯兩側坡口上的電流方向是相反的,因此,鄰近效應使電流集中于坡口的表面, 電流頻率越高,電流就越集中于其表面。阻抗器4提高了坡口加熱的集中程度,因為它增大了電流環繞管坯流過的感抗。 現在的焊管焊接技術已經時發展的非常純熟,開始慢慢的擺脫之前的老套,逐漸采用全新的技術,并且嚴格保證了焊縫技術的優越性。未來的鋼材市場,科技市場中國必將走在前沿。


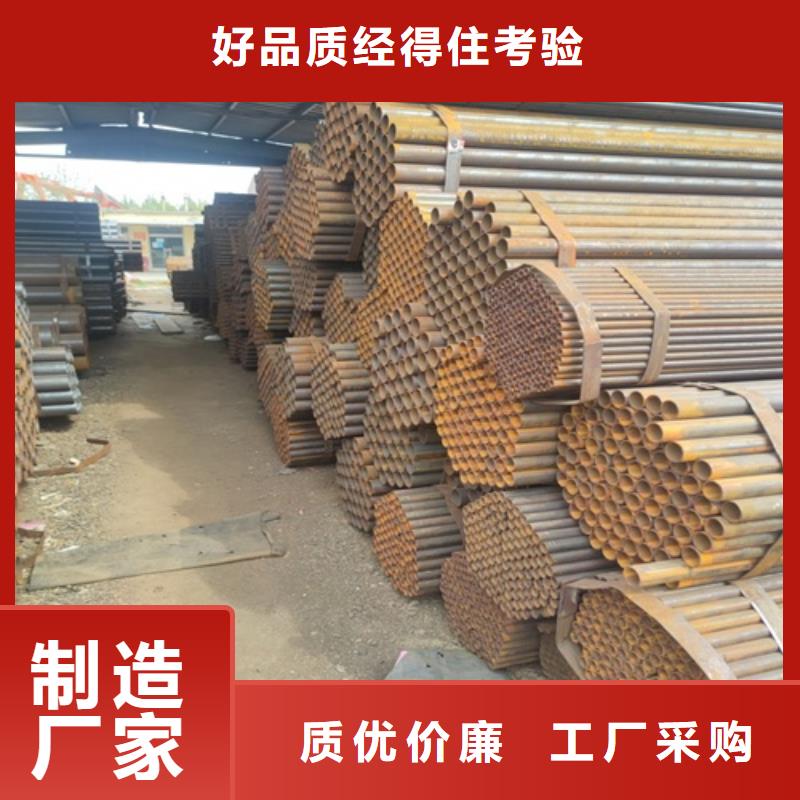
華爾網焊接鋼管熔點至少1400度(純鐵1560C), 和標準淬火溫度860C相差太多,雖然氣焊加熱速度快,對防止過熱甚至過燒有幫助,但工業標準是+100度(要淬透一定深度,需要保溫一段時間)。 如果燒的溫度太高,按照工業用途鋼材質量已經降到必須回爐了。 華爾網焊管手工刀具的質量要求(自然包括熱處理)如果不能高于工業標準,相差也不該太多。現代熱處理技術有雄厚的理論基礎和完善的檢驗方法,因此工藝技術標準真的很重要。DIY如果沒有可靠的設備,也應該盡量根據工業標準選擇適當的加熱、保溫、淬火方法,盡量減少和標準方法的誤差。 從以上可以看出焊接鋼管的熔點較高,在高溫高壓的狀態下不容易融化,還可以耐腐蝕,抗壓效果好!



鵬鑫鋼鐵有限公司的核心創造力是專業、的 遼寧葫蘆島焊管科研團隊。
公司的核心生產力是優異、穩定的 遼寧葫蘆島焊管產品質量。從嚴狠抓質檢流程及標準,保證生產的每一個 遼寧葫蘆島焊管產品都合格合規達到要求。
公司的核心競爭力是覆蓋全國、輻射全球的銷售網絡。
公司的核心生命力是快速、的技術服務團隊。我們始終以客戶為中心,快速精準解決客戶問題,為客戶提供準確完善的 遼寧葫蘆島焊管技術服務。

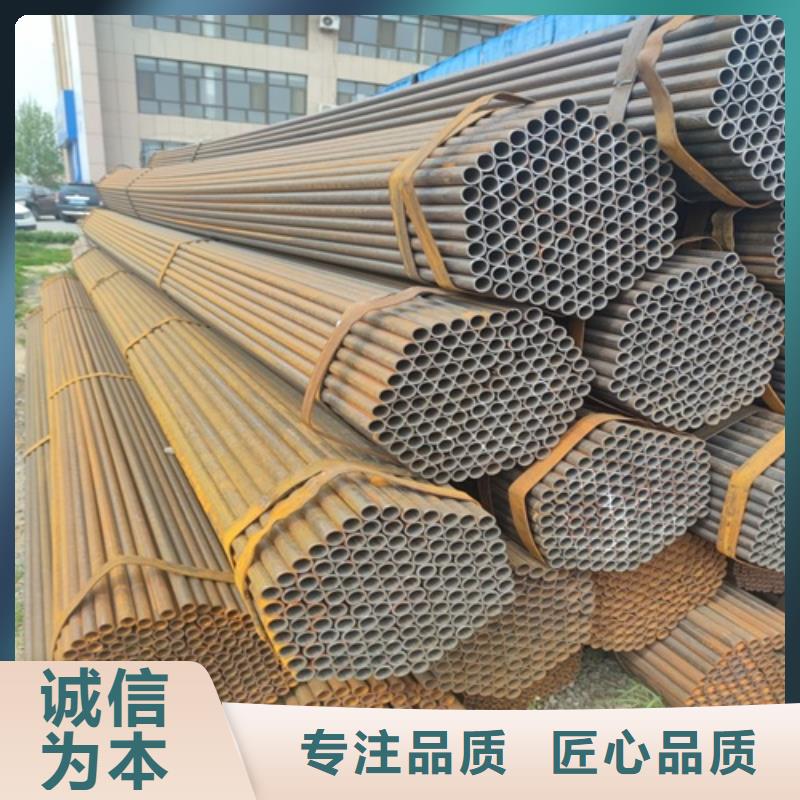
Q235B焊管生產流程: 1、直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低; 2、直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經過簡單拋光,拉絲就可以了; 3、補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。

