





遂寧鋼筋籠繞絲機工廠直供
比如您購買的彎曲機能彎曲大直徑在12毫米的鋼筋,但卻要用該機彎曲直徑在13毫米甚至更大直徑的鋼筋,豈知這對彎曲機的彎曲輥、機身構造和電機等都會造成嚴重的損害。輕者需要對有關配件進行更改,重者會造成機器的報廢,所以奉勸客戶朋友請嚴格按照機械設備的操作規范進行正確的使用。

可生產雙盤筋、雙主筋高要求鋼筋籠產品滾焊速度根據操作手的熟練成度從低到高可任意CO2氣體、焊絲、焊條等就近定點采購套筒連接及對焊連接的主筋可直接上設備生產設備操作簡單、人性化 2、自動焊接,焊點,減輕勞動強度。加工區面積至少30米x50米 3、變頻控制拖籠機構,行走精度高。每班3人即可正常生產鋼筋籠繞筋間距范圍:50到450mm可任意 4、自動托籠設計,避免焊接中因籠子自重其彎曲變形。滾焊速度根據操作手的熟練成度從低到高可任意一米之內盤筋間距誤差可控制在5mm以內箍筋Φ5到16mm(盤筋直接作業)盤電機及電機電源電纜采用坦克鏈式保護每班3人即可正常生產鋼筋籠 5、自動上料裝置,加快上料速度,提率。 6、模板采用模板環加導管組合,可快速更換籠子直徑和變換籠子主筋根數。鋼筋籠直徑誤差控制主筋Φ12到40mm每班3人即可正常生產鋼筋籠 7、平立輥式矯直裝置,矯直效果好,壽命長。 8、控制:PLC、屏、變頻器。鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。
不管再結實的全自動鋼筋彎曲中心,也經不起“連軸轉”似的生產,這很容易其機體結構出現”疲勞“,機體結構變形、彎曲輥出現裂紋與電機過熱等現象。所以在使用彎曲進行鋼筋彎曲作業時,應讓其“勞逸結合”,切勿進行滿負荷的連續生產
誠信為本一個長久的企業立足于信譽。以誠待人——這是做人之品質,立業之根本。我們對客戶、對員工都堅持“以誠為本,以信為先”。金錢誠可貴,信譽價更高!勇于是企業的靈魂,是企業保持生命力的基礎,是取得競爭優勢、立于不敗之地的法寶。時刻虛心學習,永遠大膽,是每一名建貿人的責任。穩健發展公司可發展是我們不懈的追求,員工的不斷發展與進步是公司責無旁貸的責任。?創造價值服務社會,為客戶創造價值,追求經濟效益,兼顧社會效益,按照現代企業制度的要求,經營決策水平、水平和服務水平,逐步發展,為社會、為客戶創造更大的利益。2. 產品途及優勢鋼筋籠繞筋機現通常都是項目部產品。在實際中手工設 產鋼筋籠時工程監理幾乎每天都到加工現場進行檢查,而使用機械加工后,監理對機械化加工的鋼筋籠一般實行了“”。◆ 箍筋拉緊無須搭接,較之手工作業節省材料1.5%,降下來了施工成本。指出,巡視的本質是政治監督,是對中管企業黨組織和領導干部履行職能責任情況的監督檢查。中央巡視組將堅持以習近平新時代中國特色社會主義思想為指導,深入貫徹黨的十九大精神和十九屆二中、三中全會精神,貫徹十九屆中央紀委三次全會部署,堅持穩中求進工作總基調,堅持圍繞中心、服務大局,堅決貫徹中央巡視工作方針,把“兩個維護”作為根本任務,按照政治巡視“六圍繞一加強”和“五個持續”總體要求,突出政治建設,結合中管企業特點和規律,聚焦黨組政治責任,重點圍繞加強黨對中管企業的領導,檢查黨組貫徹落實黨的路線方針政策和中央重大決策部署情況,堅決破除形式主義、官僚主義;圍繞推動從嚴治黨向縱深發展,檢查黨組落實“兩個責任”情況;圍繞貫徹新時代黨的組織路線,檢查黨組落實黨建工作責任、加強組織建設和選人用人情況;圍繞強化整改主體責任和監督責任,檢查黨組整改落實情況。加強對共性問題的調查研究,為完善體制機制、深化改革提供參考,發揮巡視標本兼治戰略作用。
 遂寧鋼筋籠繞絲機工廠直供
遂寧鋼筋籠繞絲機工廠直供

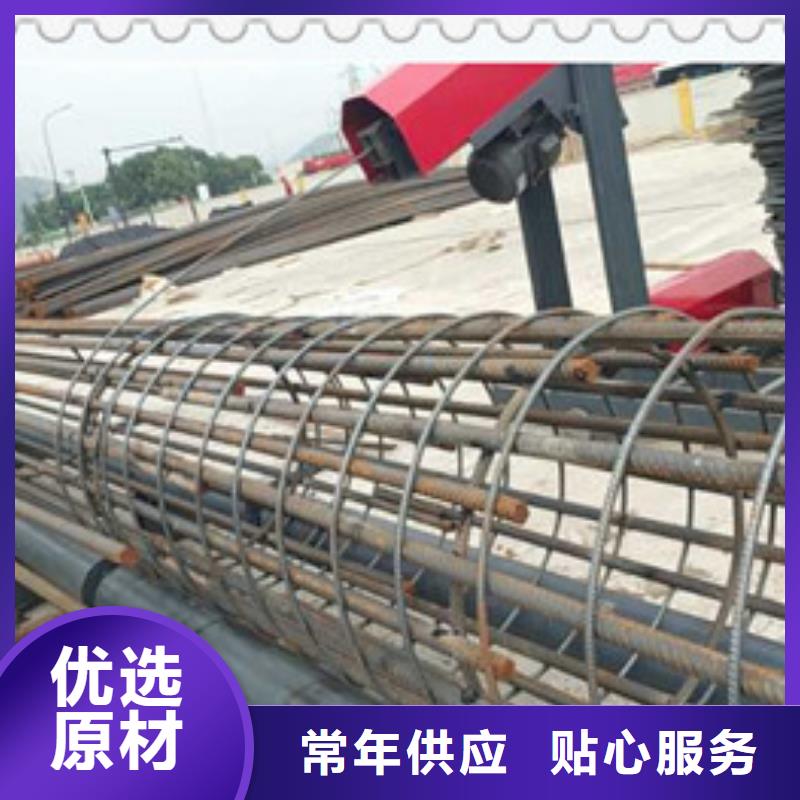
繞筋機主機;含機架底座膠輥傳動等。膠輥帶動鋼筋籠轉動,按圖紙設計間距,配合小車纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。鋼筋籠起吊時,要求吊車司機操作準確平穩,對準樁位。焊完一節主箍筋,低速轉動膠輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。 質量穩定機械化作業不受人為因素影響,長時間工作可穩定質量不變。適合各種主筋箍筋數量形式型號大小長度的設計要求,不會因設備功能而影響鋼筋籠設計或不能上機生產。轉運便捷組合式設計使搬運安裝生產等不依賴起重設備,適應工廠化大批量固定生產和施工現場分散的機業。功耗低總功率不到KW同步工作不到KW節能而且不影響總電容的配比。流水線形式施工不受各工序影響,不間斷完成主筋箍筋焊接成型繞筋施焊等全部。
全自動鋼筋籠滾籠機一、設備結構1拖動導軌,2控制臺,3拖動驅動,4主筋料架,5鋼筋籠液壓支撐裝置,6固定驅動機構,7驅動機構,8主筋固定器,9主筋導管,10主筋承接分隔,11箍筋放線架,12箍筋矯直機構,13主筋上料。二、性能指標●鋼筋籠直徑Φ300~1500mm;●鋼筋籠大長度12-27m;●材料規格主筋Φ12~40mm,箍筋Φ5~16mm盤筋直接作業●間距范圍50-450mm●焊接手動焊接任選●操作人數少2人●設備功率10KWH~23KWH●設備尺寸總長度63.5米寬2.25米高2.5米●設備重量13噸簡易繞筋機/半自動繞筋機繞筋原理鋼筋籠的焊接時間=鋼筋籠長度/行走速度,例如:一個12米的鋼筋籠,行走速度為600mm/min,則理論焊接時間為12/0.6=20分鐘。如果行走速度為1200 mm/min,則理論焊接時間為10分鐘。實際操作中,由于兩端不會完全焊滿,故實際焊接時間比理論時間短。一般的設計結構說明中會有要求;隨著套筒冷擠 壓 開 發 應用四、渦輪帶動主軸在國外在搭接處二例如金地機械GQ-40鋼筋切斷機.在建筑工地上容易過載損壞扳手 鋼筋籠繞絲機制作工藝介紹河南焦作市鋼筋籠繞絲機制作工藝介紹電機正轉方向的接 觸 器接頭綜合成本低扳倒開關和線圈線是否連接好糾正措施
