

準備好領略珩磨管絎磨管經驗豐富質量放心產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,讓您在欣賞的同時,也能深深感受到產品的價值與意義。
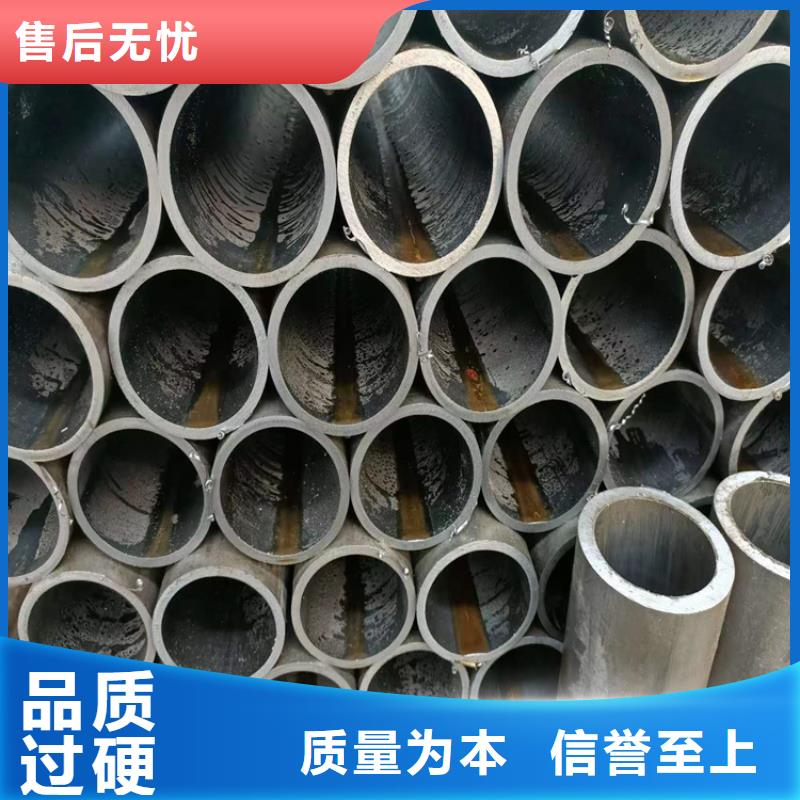
以下是:珩磨管絎磨管經驗豐富質量放心的圖文介紹

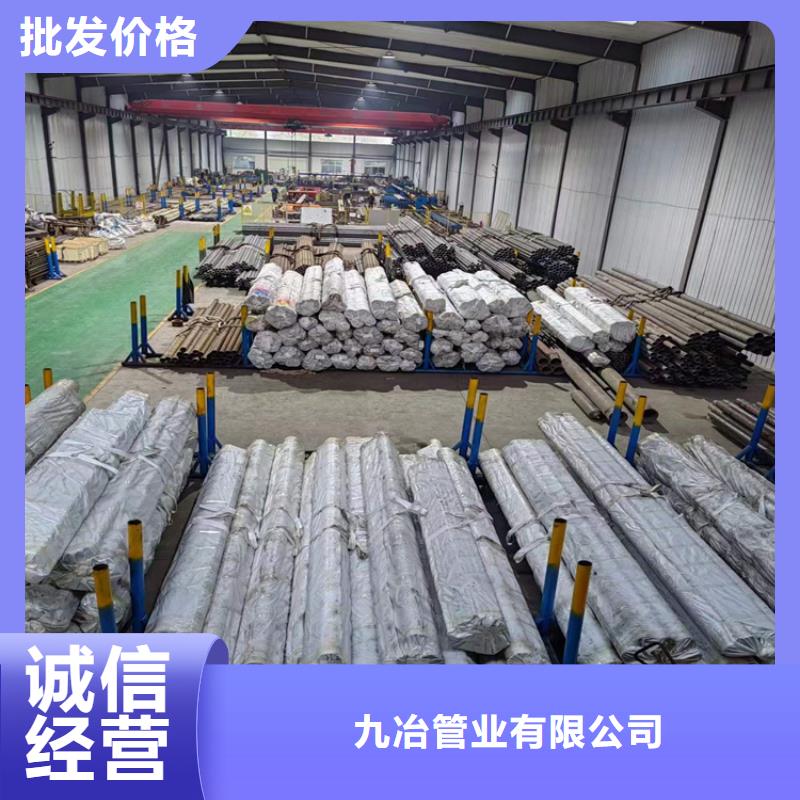
九冶管業有限公司經營的產品有 杭州西湖研磨管,公司所所供客戶遍布全國多個省市,公司立足杭州西湖,在國內 杭州西湖研磨管市場業內樹立了良好的口碑,同時也得到了廣大新老客戶的認同。 一直以來公司一直秉持“質量是生命,責任是核心”為公司宗旨,把“只有滿足客戶的利潤,才能實現公司的利潤,只有實現公司的利潤,才能實現個人的利潤”為公司的日常經營理念,勤奮、踏實、堅韌、寬廣 為公司的企業精神,為客戶提供高強度鋼材的解決方案作為我們的核心目標。



但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。




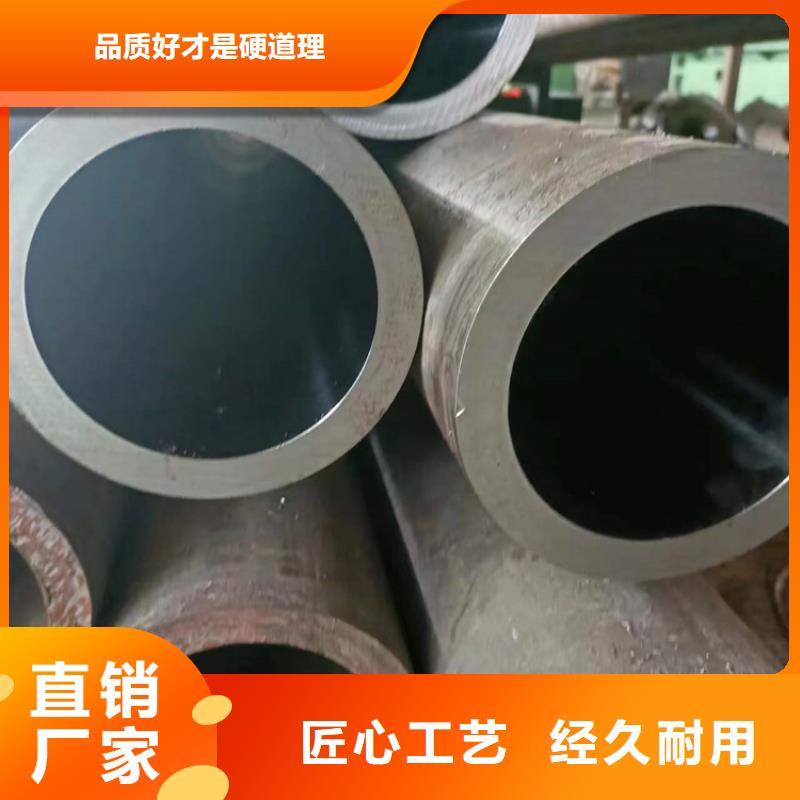
絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,珩磨管鋼管表面留有的應壓力,對于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產生和擴大,這樣加強了絎磨管的抗壓強度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。所謂滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達到改變表面結構、機械特性、性質和尺寸的終目的。這種滾壓加工技術是磨削無法做到了,同時滿足光整加工和強化的要求。

