


文字或許能描繪不銹鋼焊管-316不銹鋼管源廠直接供貨產品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗,每一次點擊都是一次心靈的觸動。快來觀看,讓產品活起來!
以下是:不銹鋼焊管-316不銹鋼管源廠直接供貨的圖文介紹

萬宇金屬材料有限公司以生產制造【云南大理不銹鋼卷】為依托,大力拓展上下游相關產業,并逐步將每個產業發展完善,公司目標是將整個產業集團打造成國內百強企業。


甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結構鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統一的產品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造。
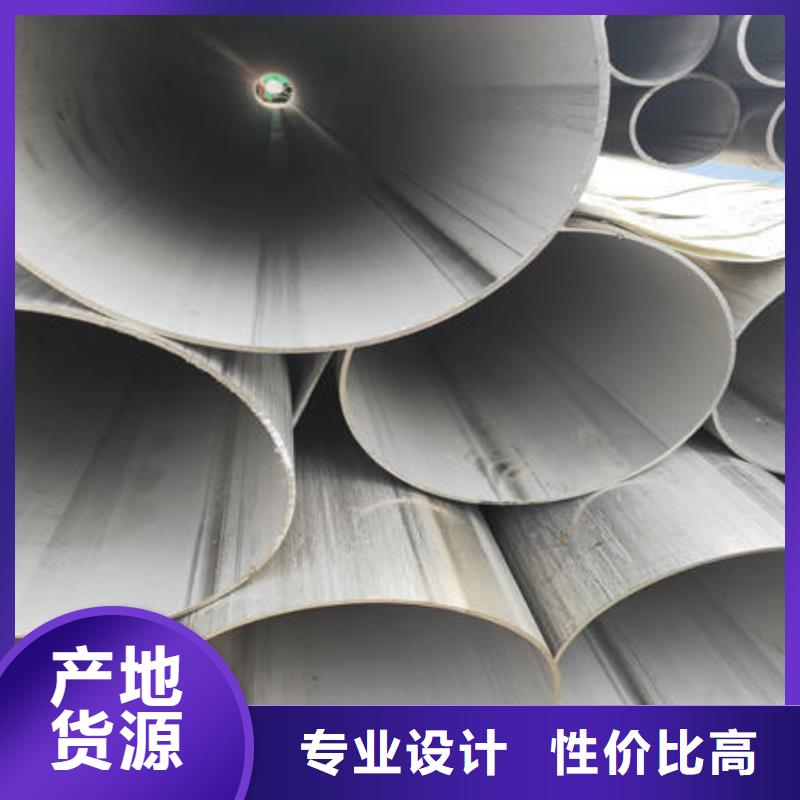
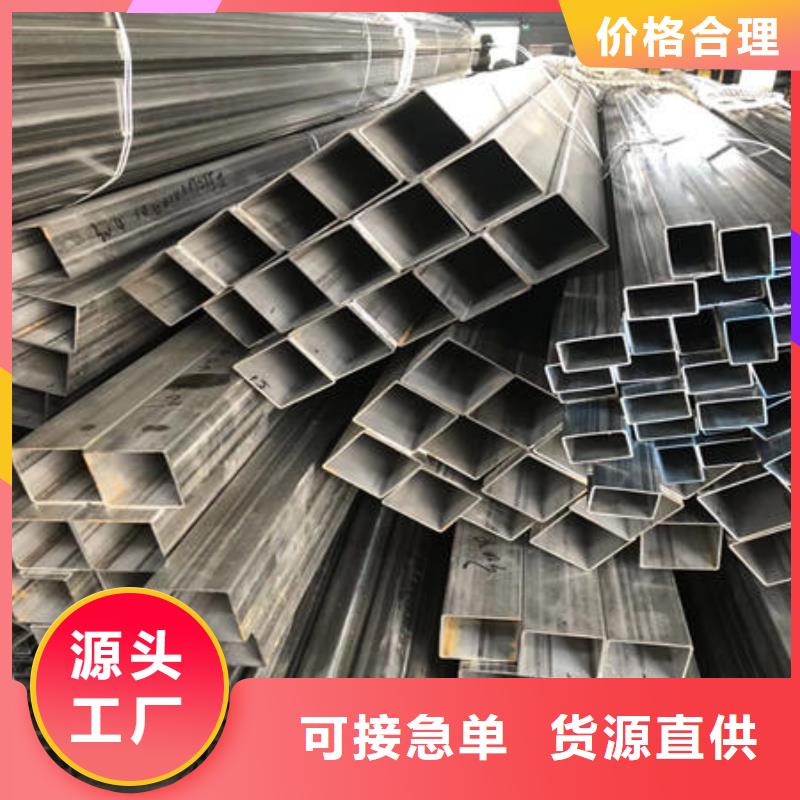
按用途分類按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。鍍鋅鋼管為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。



那么,如何計算不銹鋼焊管軋制過程中頭尾增厚的長度?不銹鋼工業焊管兩端增厚長度,一般隨總變形量、機架間距、平均張力系數和軋制速度的增大而增加,但隨單機架的減徑率、S/D值、軋輥理想直徑和摩擦系數的增大而減短。此外,合金鋼不銹鋼焊管的增厚長度通常比碳鋼大,實際生產計算時可采用經驗估算。由于單價比較高,因此在對不銹鋼焊管頭尾增厚部分進行切除時有著嚴格的工藝要求,若是切的過多會對不銹鋼焊管整體長度產生影響,但若是切的太少也會導致增厚部分過多,這也不符合生產要求。了解了不銹鋼焊管頭尾增厚長度的相關知識,勢必有助您更好地選擇和使用不銹鋼焊管。國內外不銹鋼市場發展迅速,其中不銹鋼焊管被應用到越來越多的行業當中。我們知道,按照表面處理方式不同來劃分,可將不銹鋼焊管分為帶焊縫酸洗焊管與拋光不銹鋼焊管,那么,究竟哪一種焊管更具優勢呢?


