



云海旭金屬材料有限公司
金昌28新標準(41.5*62)套筒價格從優
套筒價格從優")
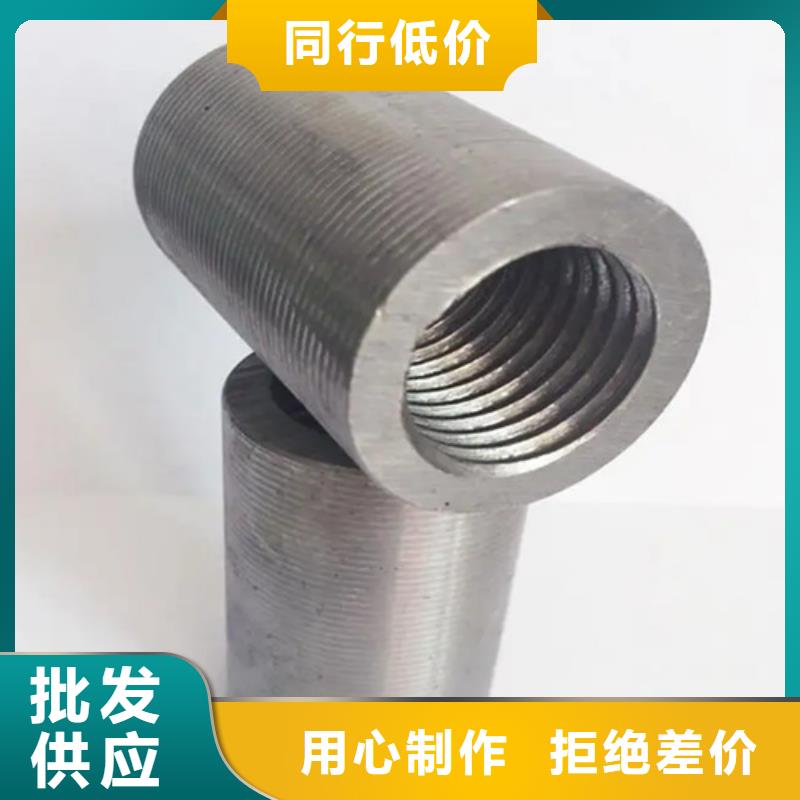
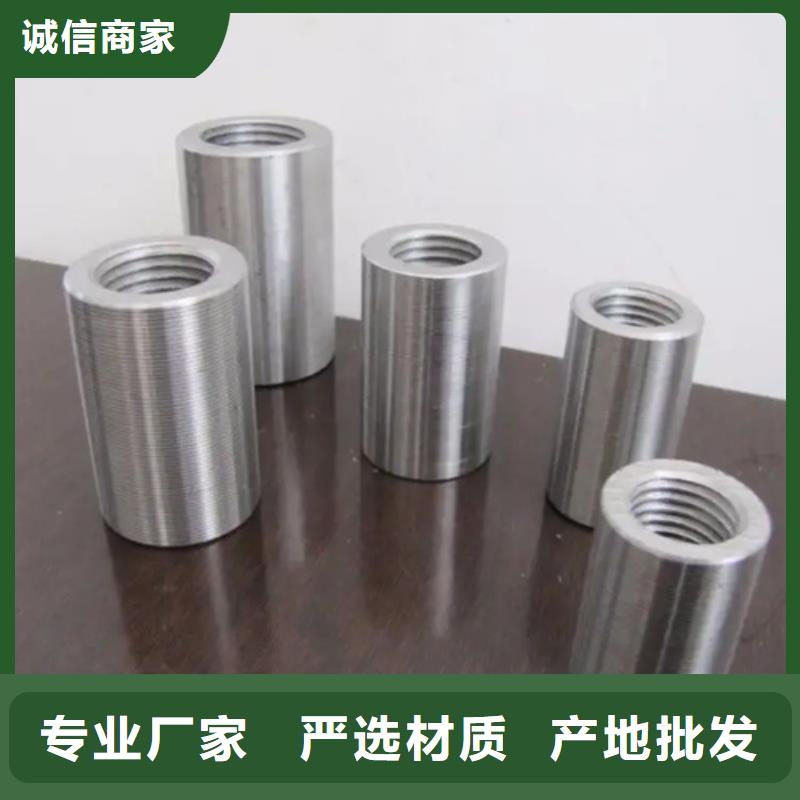
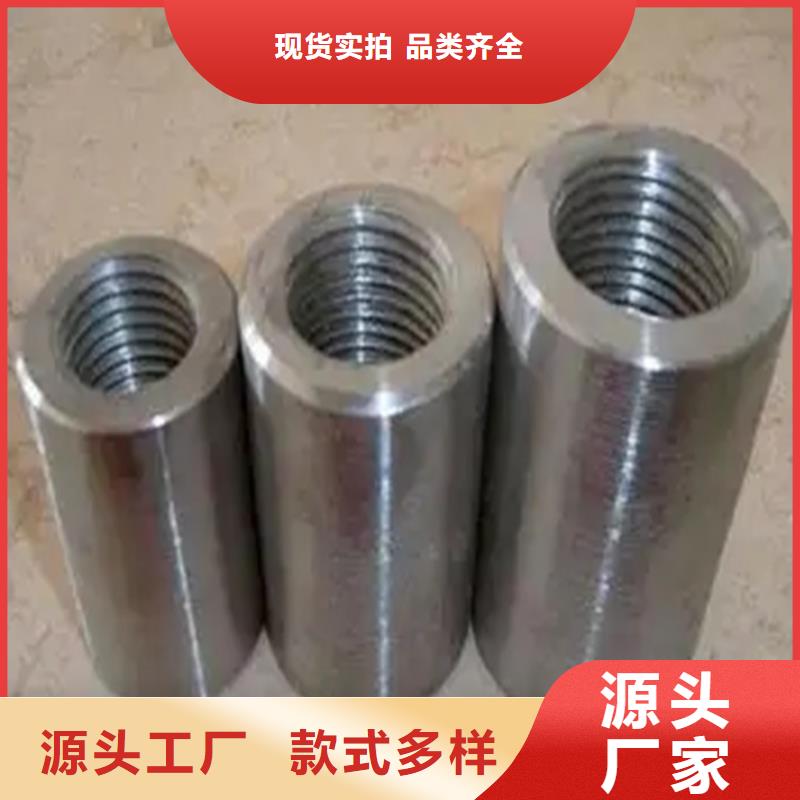
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經滾壓后材質發生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩定。套筒質量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③ 各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。
套筒價格從優")
今日,小編來給大家講述鋼筋套筒力矩扳手的操作和注意事項,希望能夠為大家帶來一些幫助。操作方法:1、新扳手出廠時通過驗定,有產品合格證,力矩值設定在zui低方位上,運用前,要依據鋼筋接頭所需要的擰緊力矩,將扳手上的游動標尺刻度值設定在對應的方位上,即用專用扳手改變絲杠使游動標尺上的鋼筋規格刻度對準扳手柄上刻線,然后將鉗口平穩咬住被連接鋼筋或套筒,用力抓住扳手手柄,順時針勻加力,當聽到“咔咔”動靜時,既可中止加力,此刻鋼筋接頭的擰緊力矩值已達到規則的要求。2、調整扳手精度。用專用鑰匙刺進尾部端雨孔內順時針轉增大力矩值,逆時針旋轉減少力矩值。3、標定。依據《力矩扳手》(JG770-2003)第6.4條規則:"力矩扳手的檢測周期不超過一年”
套筒價格從優")
套筒價格從優")
