

想要一睹直縫管-螺旋鋼管品質保障價格合理產品的真容嗎?快來觀看我們的視頻吧!我們將帶您走進一個全新的世界,感受產品的魅力與品質。
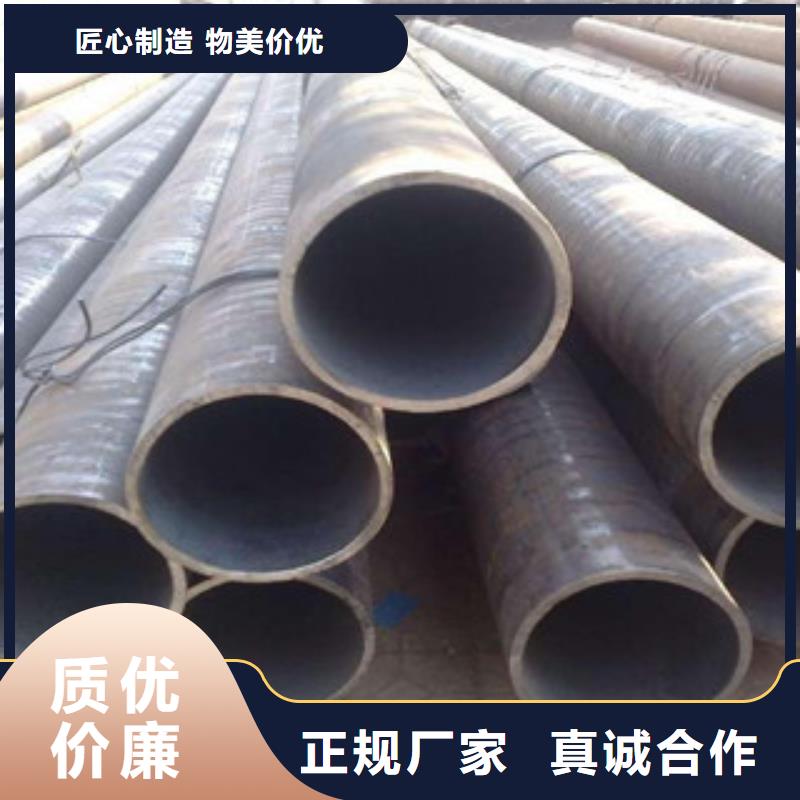
以下是:直縫管-螺旋鋼管品質保障價格合理的圖文介紹


焊縫間隙:將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。
焊接溫度:低碳鋼材質,焊接溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。焊接溫度主要通過調節高頻渦流熱功率和焊接速度來控制。當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,金屬組織仍然保持固態,形成未熔合或未焊透;當輸入熱量過大時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。



鋼興鋼管 有限公司自成立以來,本著“十年磨劍、精益求精”的理念,自行研發、設計和生產了 安徽合肥20G無縫鋼管;未來,公司將一如既往的加強技術創新,持續研發高精尖接合工藝,將公司建設成為安徽合肥及周邊認可的 安徽合肥20G無縫鋼管制造商。

鋼管焊縫檢查工作及形成焊縫缺陷原因
1、焊縫檢查
焊接工序完成后,要檢查焊縫的外觀,一般來說,鋼管焊縫的表面應該是光滑的,不得有裂紋,此外,焊縫的融合狀況也是檢驗焊縫的一個標準,如果焊縫上有氣孔、夾渣等,則證明焊縫的融合狀況不理想,即焊縫存在缺陷。
2、焊縫缺陷形成原因分析
焊縫缺陷的形成原因有很多方面,主要有: ,焊接時,未將兩個工件焊透,這很大程度上時由于焊接物表面有雜質,或者是焊接物開日太大以及焊接的速度過快等原因形成的。第二,氣孔,焊接時的速度和電流大小都對氣孔的形成有影響,焊條沒有擺正方位也會造成焊接氣孔的產生。第三,在焊縫中,如果存在一些化學雜質如磷、硫等,會形成焊縫,并且,焊接時熱力太過幾種,焊接完成后冷卻過快都會造成工藝缺陷。
1、焊縫檢查
焊接工序完成后,要檢查焊縫的外觀,一般來說,鋼管焊縫的表面應該是光滑的,不得有裂紋,此外,焊縫的融合狀況也是檢驗焊縫的一個標準,如果焊縫上有氣孔、夾渣等,則證明焊縫的融合狀況不理想,即焊縫存在缺陷。
2、焊縫缺陷形成原因分析
焊縫缺陷的形成原因有很多方面,主要有: ,焊接時,未將兩個工件焊透,這很大程度上時由于焊接物表面有雜質,或者是焊接物開日太大以及焊接的速度過快等原因形成的。第二,氣孔,焊接時的速度和電流大小都對氣孔的形成有影響,焊條沒有擺正方位也會造成焊接氣孔的產生。第三,在焊縫中,如果存在一些化學雜質如磷、硫等,會形成焊縫,并且,焊接時熱力太過幾種,焊接完成后冷卻過快都會造成工藝缺陷。


