

我們的出口電工鋼廠家50WW1300 0.5*1200視頻現(xiàn)已上線,解鎖產(chǎn)品新視界,視頻帶你一探究竟!
以下是:重慶出口電工鋼廠家50WW1300 0.5*1200的圖文介紹

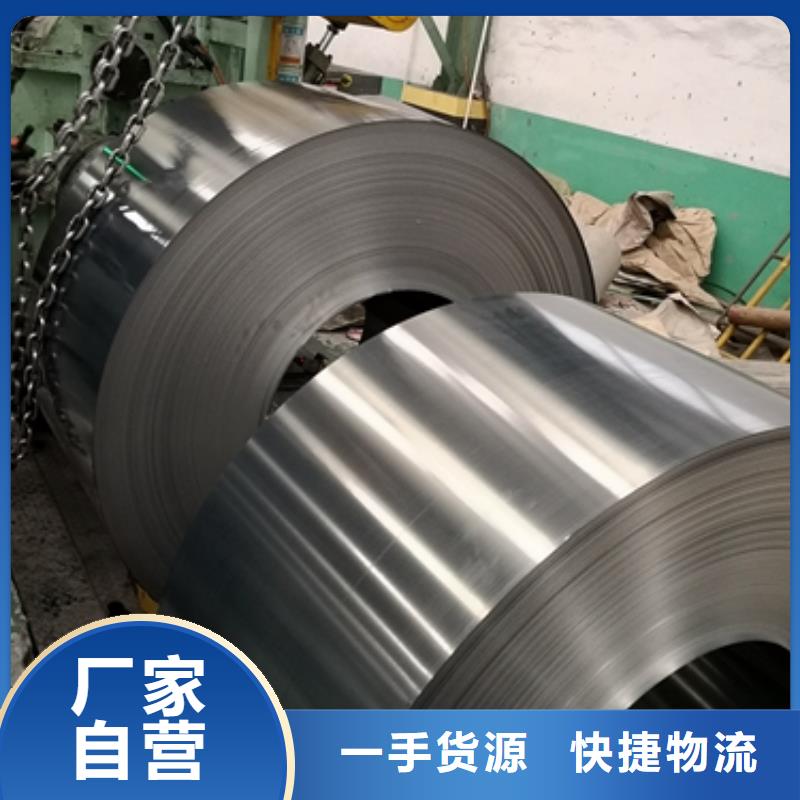
電工鋼硅鋼片硅鋼是一種硅鐵合金。用硅鋼軋制的片材是電工領(lǐng)域中應(yīng)用廣的軟磁材料,因而硅鋼片又稱電工鋼片。硅鋼片廣泛用于電動機、發(fā)電機、變壓器、扼流圈、電磁機構(gòu)、繼電器及測量儀表中電機工業(yè)大量使用厚度為0.35~0.50mm的硅鋼片,用于:中型旋轉(zhuǎn)機,壓縮電機,通用馬達,小型精密電機,電動汽車,壓縮機,通用電機,電源變壓器,精密變壓器,節(jié)能電機,焊機變壓器,穩(wěn)壓器,磁性密封器,加速器用電磁鐵,汽車電機等;在電信高頻技術(shù)中常用0.05~0.20mm的薄帶鋼片,以便更有效地降低渦流損耗。熱軋硅鋼片厚度為0.35~0.50mm,密度為7.55~7.70g/cm3,多用于大、中、小型交、直流電動機;冷軋無取向硅鋼片厚度為0.35~0.50mm,密度為7.65~7.75g/cm3,多用于大型交流發(fā)電機、電動機,大、中、小型交、直流電動機;冷軋取向硅鋼片厚度為0.23mm 0.27mm 0.3mm 0.35mm,密度為7.65g/cm3,多用于電力變壓器、油浸式變壓器,干式變壓器,電抗器、磁放大器等;冷軋取向薄帶厚度為0.05~0.20mm,多用于無線電高頻變壓器。


電工鋼硅鋼片應(yīng)力退火電工鋼在剪切、重慶同城沖片和彎曲加工等機械變形作用下,電磁性能將發(fā)生劣化。為此進行應(yīng)力退火,可以使電工鋼的電磁性能恢復至原來水平。應(yīng)力退火的條件和工藝將根據(jù)加工程度、重慶同城退火爐況等有明顯不同,用戶務(wù)必注意如下幾點:(1) 加熱與冷卻速度電磁性能一般不受加熱和冷卻速度的影響,但用戶需確保材料不變形。(2)退火溫度與保溫時間取向電工鋼退火溫度在780-820℃之間較為適宜,為確保退火效果,退火材料應(yīng)均熱的保持,保溫時間應(yīng)根據(jù)鐵芯形狀、重慶同城裝爐量等進行調(diào)整。(3)防止?jié)B碳與氧化由于滲碳及氧化會使電磁性能劣化,用戶應(yīng)充分注意爐內(nèi)氣體,并確保爐內(nèi)氣體的露點在較低狀態(tài)。另外,為防止在退火中發(fā)生滲碳,應(yīng)該在退火前,將鐵芯加工過程中潤滑油脂等有機化合物干凈。同時,為確保退火效果,建議與爐內(nèi)高溫接觸部分盡量采用低碳含量材料。有害物質(zhì)限定承諾 寶鋼的取向電工鋼產(chǎn)品符合RoHS、重慶同城REACH有害物質(zhì)限定要求。



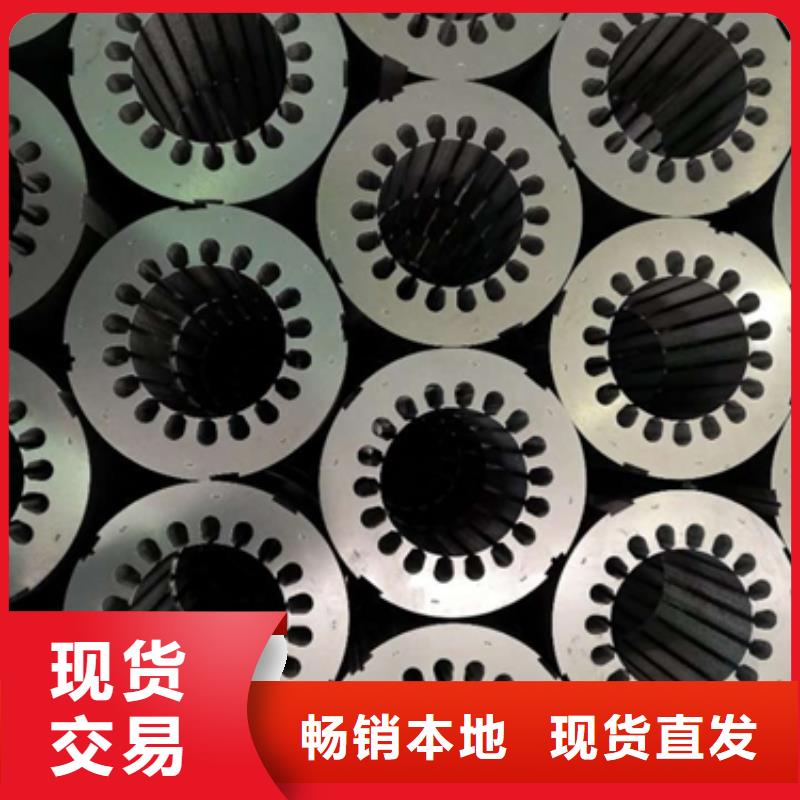
電工鋼硅鋼片汽車驅(qū)動電機鐵芯的介紹電動汽車是以電驅(qū)動為基礎(chǔ)的、重慶同城經(jīng)濟、重慶同城清潔的綠色交通工具,在能源、重慶同城環(huán)境等方面具有*的競爭力,而且能夠方便地采用現(xiàn)代控制技術(shù)實現(xiàn)其機電一體化,具有廣闊的發(fā)展前景。汽車驅(qū)動電機鐵芯的電機驅(qū)動系統(tǒng)是電動汽車的動力源,是決定汽車運行各項性能指標的主體與內(nèi)在根據(jù)。目前,電動汽車電機主要有直流電機、重慶同城感應(yīng)電機、重慶同城永磁無刷電機以及開關(guān)磁阻電機等。汽車驅(qū)動電機鐵芯永磁無刷電機可分為兩類:一類是具有正弦波電流的永磁同步電機,另一類是具有矩形脈沖波電流的無刷直流電機。兩種電機,轉(zhuǎn)子都是磁體,電機轉(zhuǎn)子不需要電刷和勵磁繞組,通過定子繞組換相產(chǎn)生旋轉(zhuǎn)轉(zhuǎn)矩。由于轉(zhuǎn)子沒有勵磁繞組,無銅耗,磁通小,在低負荷時鐵耗很小,因此,永磁無刷電機具有高的“功率/質(zhì)量”比,可以高速運轉(zhuǎn),同時由于沒有轉(zhuǎn)子的磨損且定子繞組是主要的發(fā)熱源,易于冷卻。汽車驅(qū)動電機鐵芯的特性;汽車驅(qū)動電機鐵芯的永磁無刷電機可靠性高,輸出功率大,與相同轉(zhuǎn)速的其他電機相比具有體積小,質(zhì)量輕,便于維修,率,高功率因數(shù)等特點。 轉(zhuǎn)子電磁時間常數(shù)小,電機動態(tài)特性好,通過調(diào)節(jié) 導通角,可以實現(xiàn)恒功率運行,通過優(yōu)化控制 角還可以優(yōu)化電機的效率,從而得到較寬的恒功率運行區(qū)以及較高的效率。電機高速沖定轉(zhuǎn)子鐵芯的概述當前國內(nèi)外電機高速沖定轉(zhuǎn)子鐵芯的電機工藝技術(shù)的發(fā)展很快,隨著沖壓設(shè)備的吏新,國內(nèi)外為電機高速沖定轉(zhuǎn)子鐵芯的電機沖片的生產(chǎn)提供了高質(zhì)量、重慶同城率、重慶同城高精度的新型設(shè)備,它帶來了電機沖片工藝技術(shù)為此,與之相適應(yīng)的新工藝裝備的設(shè)計技術(shù)已成為人們研究的新課題。電機高速沖定轉(zhuǎn)子鐵芯的定子沖片沖槽同時分離轉(zhuǎn)子沖片和轉(zhuǎn)子沖片沖槽同時切氣隙是應(yīng)用于高速沖槽機上的新的工藝方案,該方案在國外已被廣泛應(yīng)用,國內(nèi)電機行業(yè)剛開始研究和應(yīng)用,故為實現(xiàn)該工藝按所需工藝裝備的設(shè)計技術(shù)作一些探討。電機高速沖定轉(zhuǎn)子鐵芯的影響:電機高速沖定轉(zhuǎn)子鐵芯的電機沖片工藝技術(shù)在新品開發(fā)中的影響我國電機沖片傳統(tǒng)工藝為復式?jīng)_槽和單式?jīng)_槽兩大類,現(xiàn)分析如下:1)復式?jīng)_槽工藝方案:該方案沖片槽形整齊度好,工序少,工裝少,但工裝復雜精度要求高,設(shè)備條件要好,工裝制造周期長,成本高,只適用于批量生產(chǎn),不利于新品開發(fā)和小批試制。2)單式?jīng)_槽工藝方案:該方案沖片槽形整齊度差,工序多,工裝多,設(shè)備多,工裝較簡單,質(zhì)量不穩(wěn)定,生產(chǎn)周期長,成本高,只適用于中、重慶同城小批生產(chǎn)。電機高速沖定轉(zhuǎn)子鐵芯的要求:1、重慶同城定位精度要求。該工藝方案中沖槽分離和沖槽切氣隙兩道復合工序,要求同一定位基準,確保定、重慶同城轉(zhuǎn)子槽形,外圓鳩尾槽、重慶同城軸孔的同心度不大于0.02mm,中心孔定位滿足同心度的技術(shù)要求,小側(cè)孔與中心孔聯(lián)合定位滿足周向方位度的要求。2、重慶同城復合工序精度要求。沖槽分離復合工序:該工序有槽形凸模和切口凸模來完成級進沖裁工藝,該工序先沖槽后切口分離定、重慶同城轉(zhuǎn)子沖片,兩凸模在同一圓心軌跡上同步動作,兩凸模之間的中心夾角為槽形中心夾角的一倍半,該工藝裝備應(yīng)用在高速沖槽機上,其槽形分度精度由設(shè)備上弧面凸輪式步進機構(gòu)來保證;


鹿程國際貿(mào)易(重慶市分公司)是重慶在 汽車車輪用鋼行業(yè)研制生產(chǎn)的廠家,技術(shù)力量雄厚,設(shè)計制造能力強,生產(chǎn)設(shè)施完善,管理制度健全。本公司以“服務(wù)為根,質(zhì)量為本”為經(jīng)營宗旨,以合理的價格,
提供的 汽車車輪用鋼產(chǎn)品和完善的售后服務(wù),以客戶需求為導向,不斷創(chuàng)新,以提高客戶生產(chǎn)效率為己任,為客戶帶來的現(xiàn)場解決方案。


點擊查看鹿程國際貿(mào)易(重慶市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
