


將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,太原螺旋管而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
太原螺旋管廠介紹其主要的工藝特點:
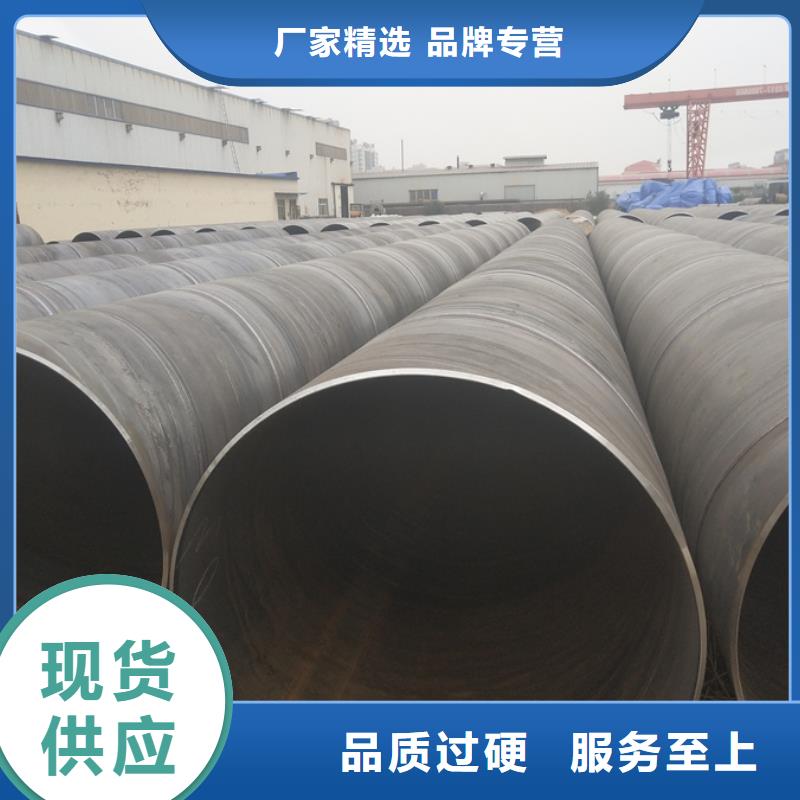
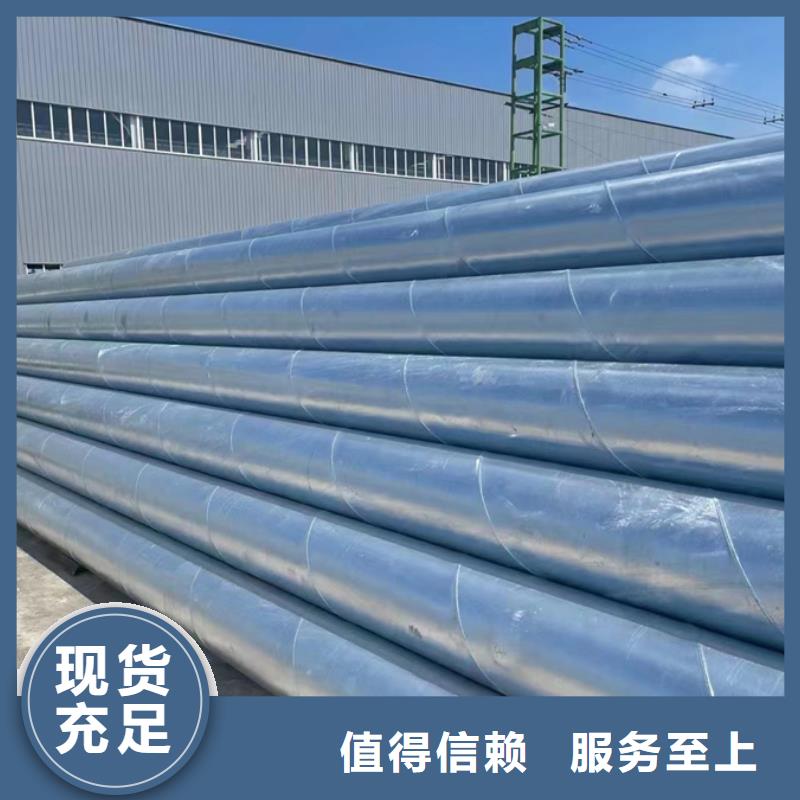
1.太原螺旋管成型過程中鋼板變形均勻殘余應力小表面不產生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性尤其在生產高鋼級厚壁管特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢 可滿足用戶在螺旋鋼管規格方面更多的要求。

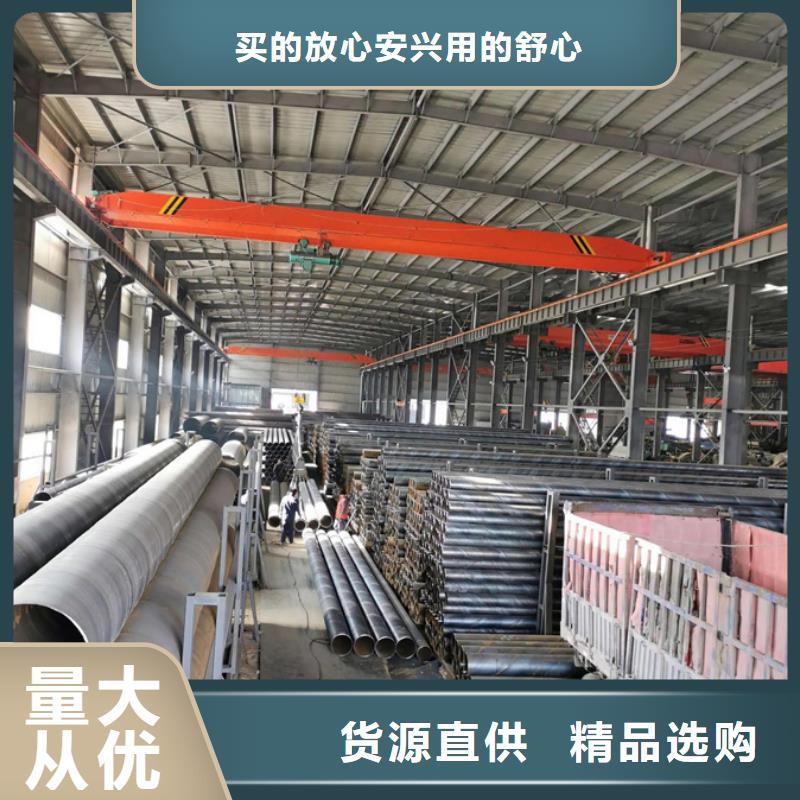
倘若太原螺旋管倉庫中有化學酸堿鹽等非常容易與防腐螺旋鋼管產生強烈反響,使防腐螺旋鋼管浸蝕,因此盡可能可以激光切割起來,不必讓其觸碰。其他,倘若有關這些價錢較高的金屬品,可以思索放入倉庫中很好的保存。根據自然地理標準,有密封性型倉庫,但是自然通風設定。
太原螺旋管是無縫鋼管的一種,即其按生產工藝流程的不一樣歸類的一種,差別于熱扎(擴)管。在毛精軋管或原材料管擴徑的全過程中根據多道次的冷拉生產加工而成,一般在0.5~100T的單鏈式或雙鏈條式冷拔機上開展。冷扎(撥)無縫鋼管除分一般無縫鋼管、低高壓加熱爐無縫鋼管、高壓鍋爐無縫鋼管、合金鋼管、不銹鋼鋼管、石油裂化管、機械加工制造管、厚壁鋼管、口徑加內模防腐螺旋鋼管其他無縫鋼管外,還包含炭素厚壁無縫鋼管、鋁合金厚壁無縫鋼管、不銹鋼厚壁無縫鋼管、異型管。冷拔鋼管其直徑能夠 到6mm,壁厚可去0.25mm,薄壁管直徑可去5mm壁厚低于0.25mm規格,精密度及其工藝性能均顯著好于熱扎(擴)管,但受加工工藝牽制,其規格及其長短均遭受一定限定。

(7)太原螺旋管內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。
(8)太原螺旋管焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。
(9)太原螺旋管采用空氣等離子切割機將鋼管切成單根。
(10)太原螺旋管切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。
(12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。

3、太原螺旋管生產過程中,對于環氧粉末和膠粘劑,要比平時用量大1%,這樣才能達到實際要求的厚度。
4、太原螺旋管下線后不要高溫暴曬,暴曬很容易導致PE層膨脹,從而脫離鋼管外壁,達不到防腐效果。
太原螺旋管教您在生產中如何操作可提高生產質量?
1、太原螺旋管焊接溫度:低碳鋼材質,焊接溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。焊接溫度主要通過調節高頻渦流熱功率和焊接速度來控制。當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,金屬組織仍然保持固態,形成未熔合或未焊透;當輸入熱量過大時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。

