
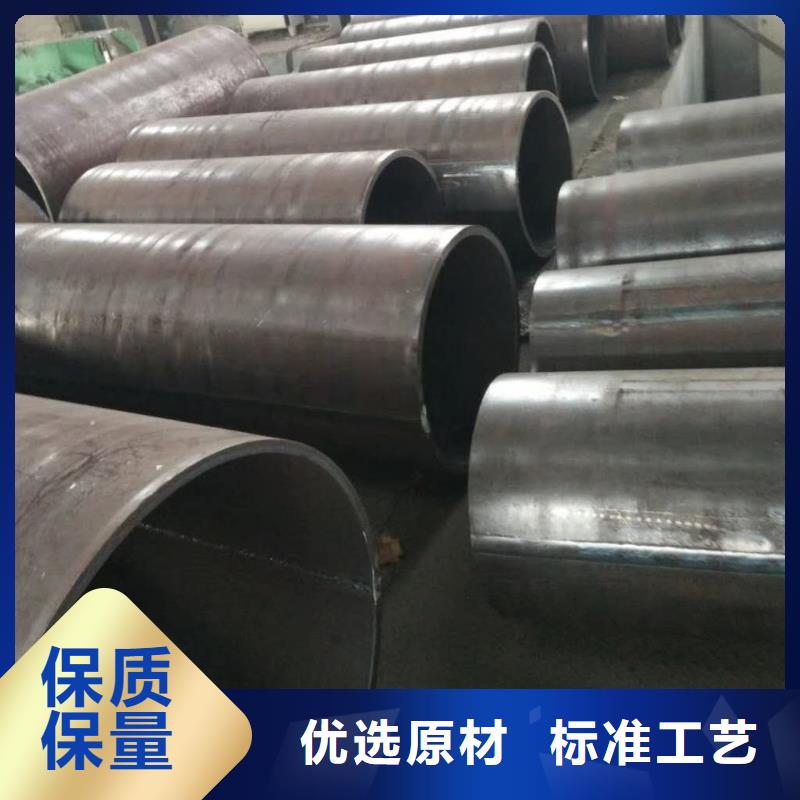




鋼板卷管的生產過程介紹:1.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。2.帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼板卷管后采用自動埋弧焊補焊。3.成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4.采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。5.采用外控或內控輥式成型。6.采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7.內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。8.焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。9.采用空氣等離子切割機將鋼板卷管切成單根。10.切成單根鋼板卷管后,每批鋼板卷管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼板卷管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。11.焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。12.帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。13.每根鋼板卷管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼板卷管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
各類型鋼板卷管合金都有以下通性:
(1)多數合金熔點低于其組分中任一種組成金屬的熔點;
(2)硬度比其組分中任一金屬的硬度大;
(3)合金的導電性和導熱性低于任一組分金屬。利用合金的這一特性,可以制造高電阻和高熱阻材料。還可制造有特殊性能的材料,如在鐵中摻入15%鉻和9%鎳得到一種耐腐蝕的不銹鋼,適用于化學工業。
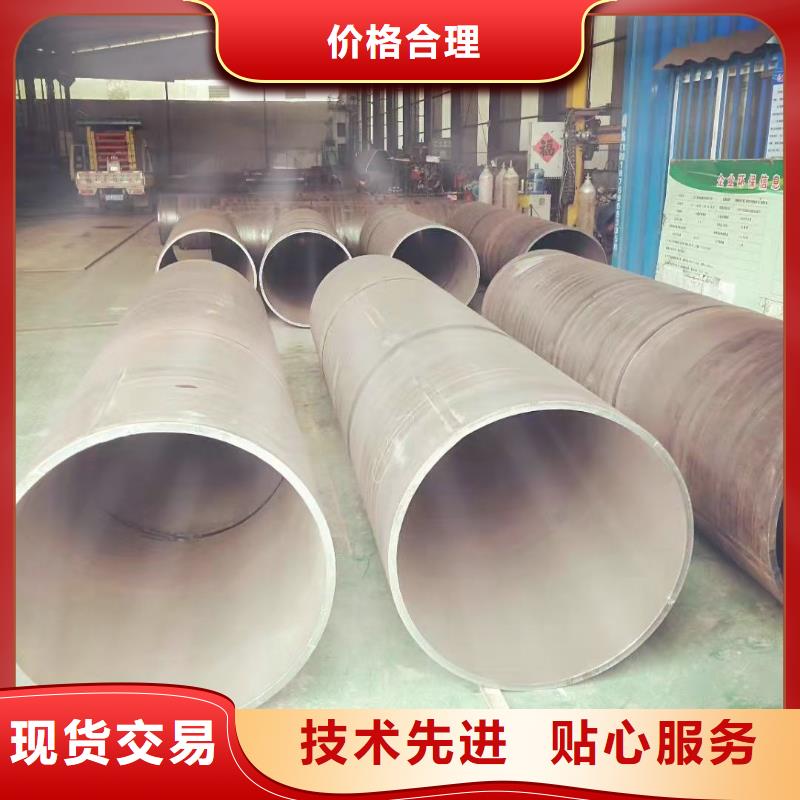
(4)有的抗腐蝕能力強(如不銹鋼) 鋼管卷管結構形式為三輥對稱式,上輥在兩下輥中央對稱位置作垂直升降運動,通過液壓缸內的液壓油作用于活塞而獲得,為液壓傳動;兩下輥作旋轉運動,通過減速機的輸出齒輪與下輥齒輪嚙合,為卷制板材提供扭矩。鋼管卷管缺點是板材端部借助其它設備進行預彎。
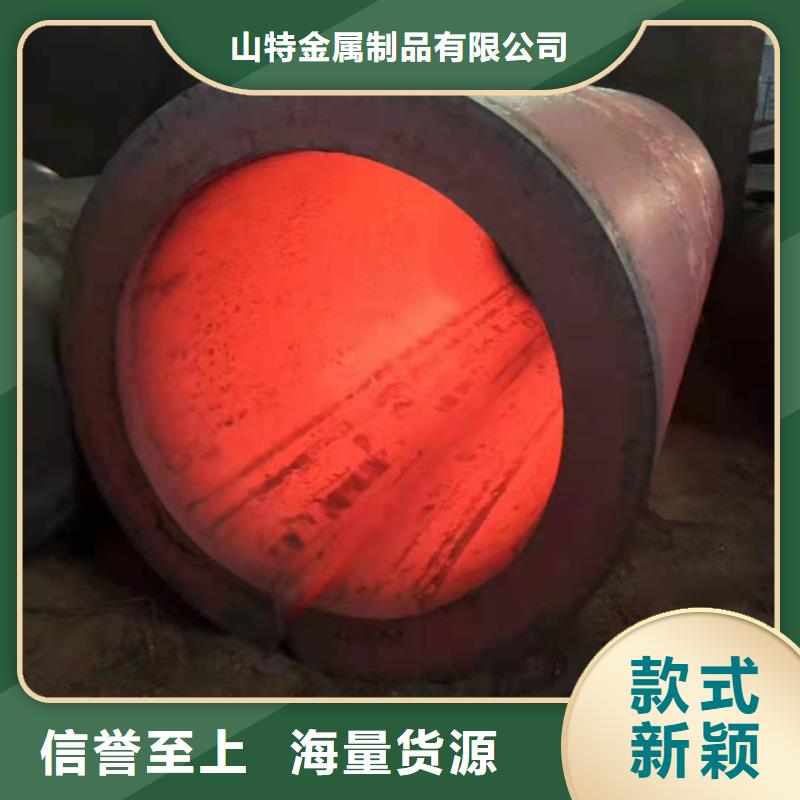
鋼板卷管這類缺陷防止的措施有:不使用藥皮開裂、剝落、變質及焊芯銹蝕的焊條,生銹的焊絲必須除銹后才能使用。所用焊接材料應按規定溫度烘干,坡口及其兩側清理干凈,并要選用合適的焊接電流、電弧電壓和焊接速度等 卷筒可用金屬鑄造成形工藝直接獲得零件的鋁合金,鋁合金鑄件。該類合金的合金元素含量一般多于相應的變形鋁合金的含量。鑄造鋁合金除含有強化元素之外,還必須含有足夠量的共晶型元素﹙通常是硅﹚,以使合金有相當的流動性,易與填充鑄造時鑄件的收縮縫。?
鋼板卷管新而干凈的鋁和其他軟卷筒金屬可以用溶劑清洗充分清潔。塵土和松散的腐蝕物可用清潔劑去除干凈;舊涂料可以用塑料粒子或其他輕噴砂方法而用粗粒子(鋼珠或鋼丸)噴砂法會損壞軟金屬表面。這些金屬表面可以先清洗以增加對油性或乳膠涂料的附著性。?
2、合金鋼?
低合金鋼卷筒一般不需要通過涂裝來防護但要依靠所形成的自然氧化膜。如果需要去除不明顯的銹斑進行涂裝就需要高壓或超高壓水噴射法。為達到表面粗糙度還要求增加噴砂粒子。一般采用鋼結構通常使用的涂裝系統.
溫馨提醒:卷筒金屬材質表面涂裝目的是為了滿意外觀為使得底漆和不金屬緊密附著需要足夠的粗糙度通常用堅硬的非鐵噴砂粒子如氧化鋁、石榴石、金剛砂
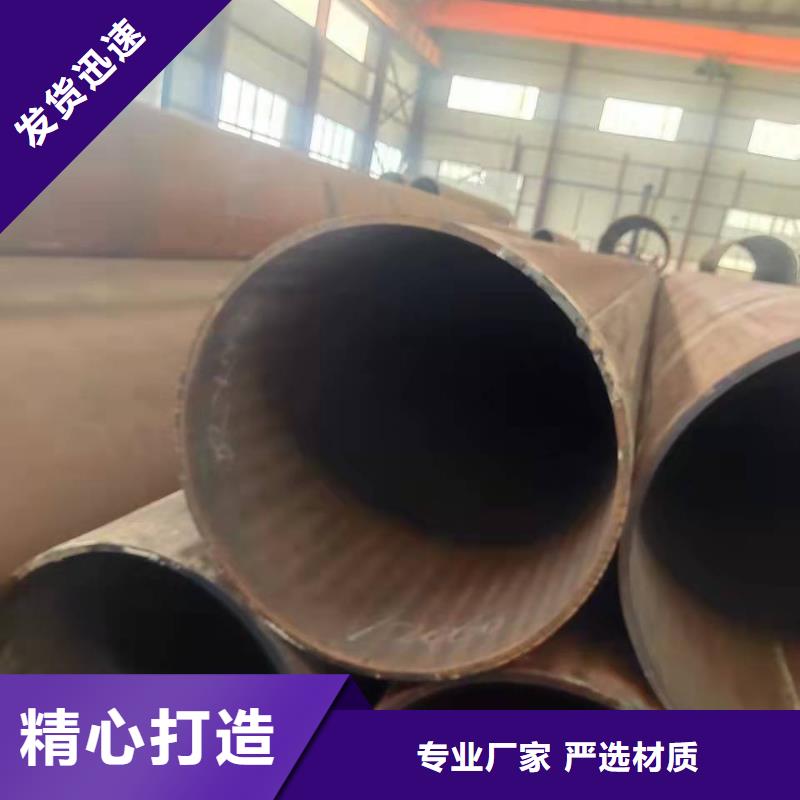
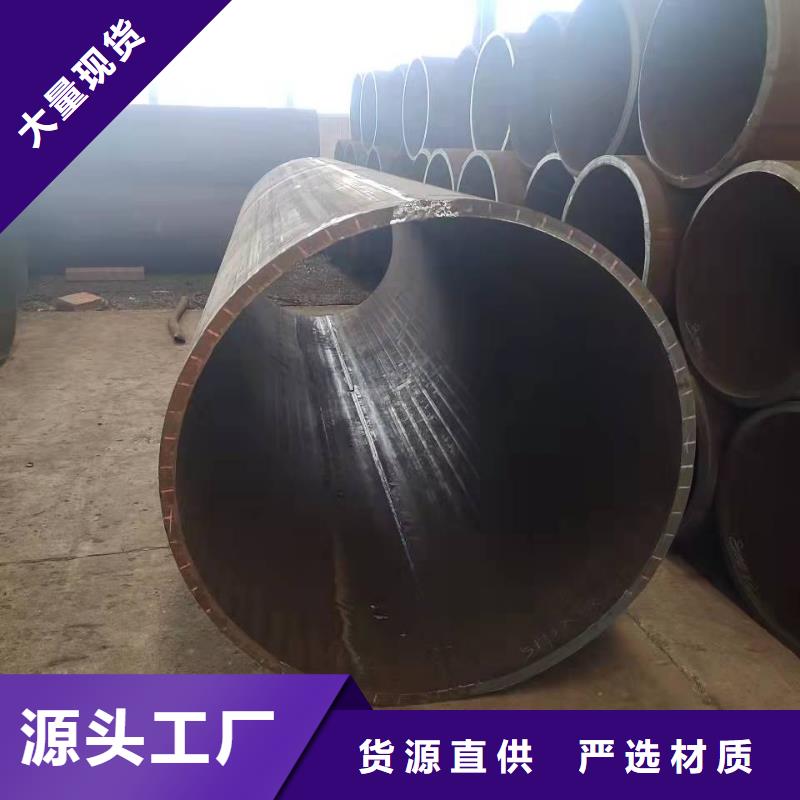
厚壁卷管致力于生產環縫、縱環各類卷管及鋼制壓力鋼管并在傳統卷制設備同類規格型號的基礎上進行改造。使卷焊鋼管設備的各項參數提高30%之功能,填補了原有傳統卷制設備不能生產的空白。可生產直徑400以上,壁厚8-100mm的鋼管。材質主要有Q235、Q345、20#、16錳、16錳容等。產品執行標準為:GB/T50205-2001、GB/T3092-2001等。產品廣泛用于石油、化工、天然氣輸送、打樁及城市供水、供熱、供氣等工程。 
