


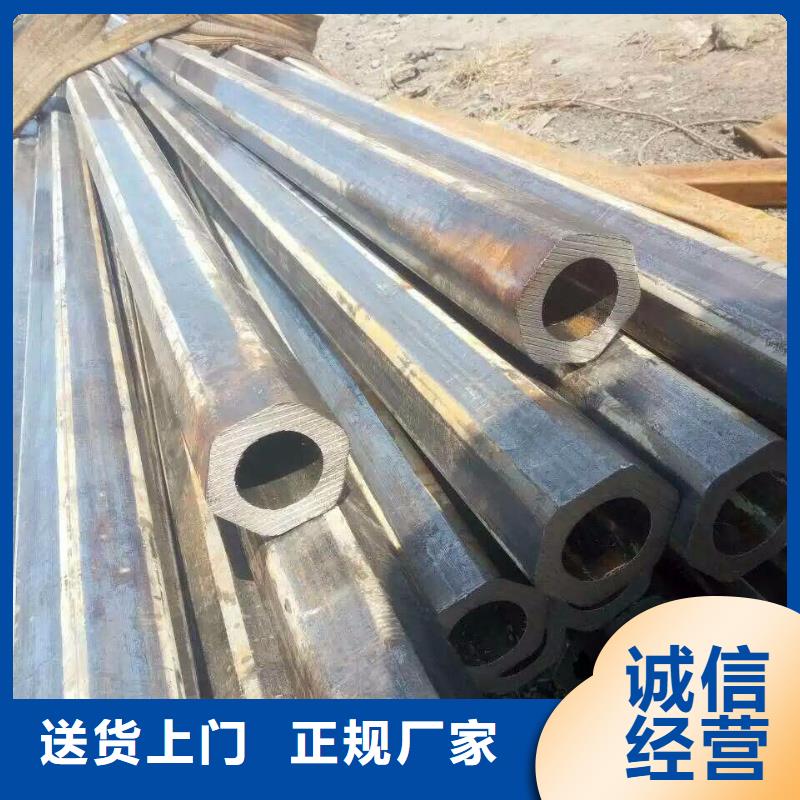





宿遷異型管可用焊接或軋制兩種方法生產。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產品性能均勻、尺寸規格受限制等缺點。
因此,宿遷異型管以軋制方法生產為主。在現代化的軋鋼生產中,使用 軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進行軋制,翼緣則在水平輥側面和立輥之間同時軋制成形。由于僅用 軋機尚不能對翼緣邊端施以壓下。
這樣就需要在 機架后設置軋邊端機,俗稱軋邊機,宿遷異型管以便對翼緣邊端給予壓下并控制翼緣寬度。在實際軋制操作中,把這兩座機架作為一組,使軋件往復通過若干次,或者是令軋件通過由幾架 機座和一兩架軋邊端機座組成的連軋機組。
宿遷異型管退火溫度
不銹鋼異型管熱處理一般是采取固溶熱處理,溫度范圍為1040~1120℃(日本標準)。你也可以通過退火爐觀察孔觀察,退火區的不銹鋼異型管應為白熾狀態,但沒出現軟化;
宿遷異型管爐內水汽
一方面檢查爐體材料是否干燥,初次裝爐,爐體材料必須要烘干。二是進爐的不銹鋼管是否殘留過多水漬,特別是宿遷異型管上面有孔的話,千萬別漏水進去了,要不然就把爐子氣氛全破壞了;
宿遷異型管爐體密封性
光亮退火爐應是封閉的,與外界空氣隔絕。采用氫氣作保護氣的,只有一個排氣口是通的(用來點燃排出的氫氣)。檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣。其中較容易跑氣的地方是退火爐進異型管和出異型管的地方,這個地方的密封圈特別容易磨損,要經常檢查經常換。
宿遷異型管是如何進行拋光的利用異型鋼管表面微觀凸起在特定的電解液中和適當電流密度下,冷拔異型鋼管退火與正火是常用的兩種基本熱處理工藝方法,主要用來熱處理鋼制毛坯件,戈續切削加工和終熱處理做組織準備,因此退火與正火通常又稱為預備熱處理。對一邢件、鍛件、焊件以及性能要求不高的工件來講,退火和正火也可作為終熱處理。
宿遷異型管退火是將工件加熱到適當溫度,保持一定時間,然后緩慢冷卻的熱處理工藝。其目的是異型鋼管內應力;降低鋼材硬度,提高鋼材塑性;細化鋼材內部組織,均勻鋼材化學成分,為終熱處理做好組織準備。根據精密鋼管的化學成分和退火目的不同。
退火通常分為完全退火、球化退火和去應力退火等。在機械零件的制造過程中,宿遷異型管一般將退火作為預備熱處理工序,并安排在鑄造或鍛造等工序之后、粗切削加工之前,用來前一工序中產生的某些缺陷,為后續工序做好組織準備。異型鋼管退火工藝與正火工藝的加熱溫度范圍,部分退火工藝曲線與正火工藝。
宿遷異型管管液壓試驗:用水或規定液體充滿金屬管,在一定時間內承受規定壓力,檢驗異型鋼管質量及強度并顯示其缺陷的試驗;
宿遷異型管淬透性:指鋼奧氏體化后接受淬火的能力,或奧氏體向馬氏體轉變的傾向,常用淬硬層的深度來說明。淬硬層的深度是指表面至半馬氏體層的距離。對合金結構鋼,檢驗淬透性的方法主要是 標準規定的結構鋼末端淬火試驗方法;
宿遷異型管切削加工性:異型鋼管材料用切削工具加工時所表現出來的性能。在切削或磨削時,容易達到較高的表面加工精度,而且工具不易損耗,切屑容易脫落,切削力較小等,都表示該金屬材料的切削加工性好;
宿遷異型管彎曲試驗:用規定尺寸彎心將試樣彎曲至規定程度,檢驗金屬承受彎曲塑性變形的能力并顯示其缺陷的試驗。一般應規定彎心直徑尺寸和彎曲角度及對彎曲處表面的要求;
