


 精密管重量計算
距管按基礎知識重量計算,不確定性尺按實際凈重量結算。無縫管的重量計算公式按產品系列計算方法:W=(D-S)×S×0.02466。之中W=無縫管的每米凈重量;S=無縫管的磅級壁厚;D=無縫管的磅級直徑。
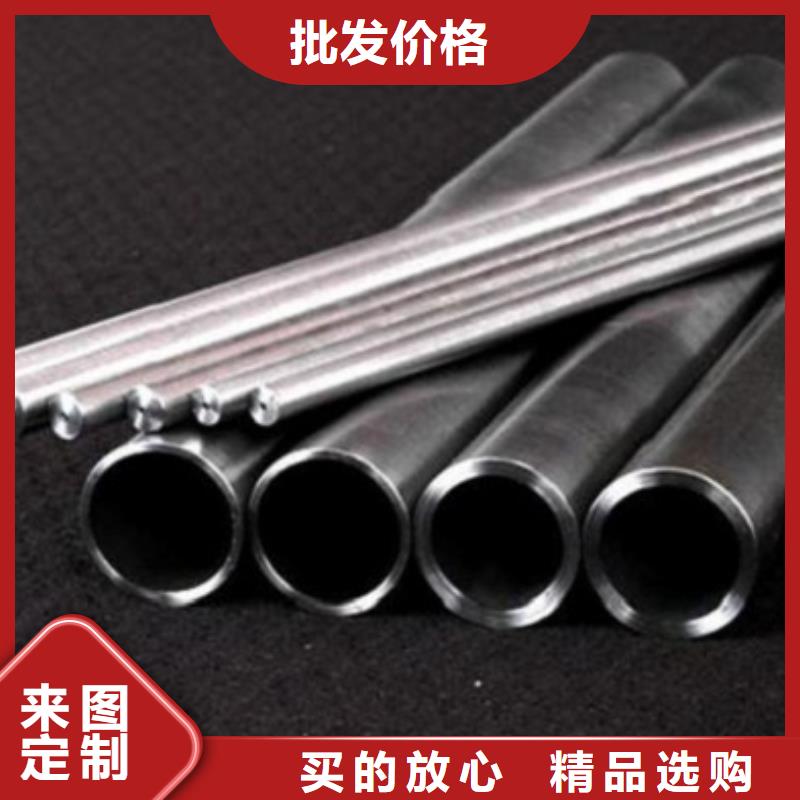
精密管使用性能
精密管相對應的里外表面狀況(如劃痕、凸起、凹型槽),但其深層次不超得過0.02mm。
精密管耐腐蝕包裝
精密管涂防銹油、二端塑膠管道連接頭耐污、里層防水塑料薄膜、表面包裝袋或木包裝箱。
大金鋼管制造有限公司
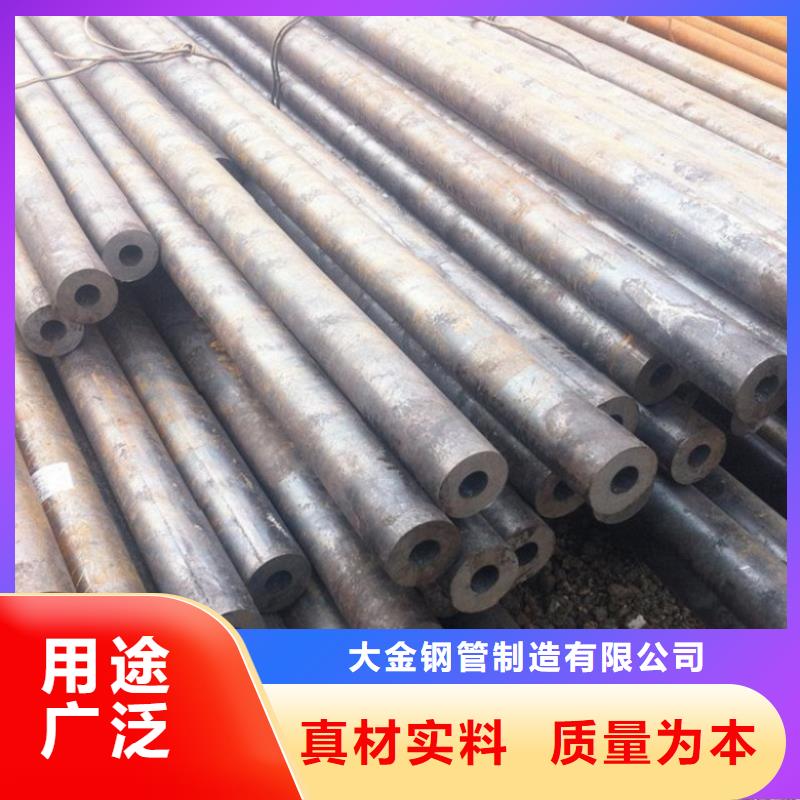
精密管的淬透性影響因素
10#精密管接受淬火時形成馬氏體的能力叫做鋼的淬透性。10#精密管的淬透性可用末端淬火法測
定。
影響10#精密管淬透性的因素:
1.碳含量在碳鋼中,共析鋼的臨界冷速小,淬透性 ;亞共析鋼隨碳含量減少,臨界冷速增加
,淬透性降低;過共析鋼隨碳含量增加,臨界冷速增加,淬透性降低。
2.合金元素除鈷以外,其余合金元素溶于奧氏體后,降低臨界冷卻速度,使C曲線右移,提高鋼的
淬透性,因此10#精密管往往比碳鋼的淬透性要好。
3.奧氏體化溫度提高奧氏體化溫度,將使奧氏體晶粒長大、成分均勻,可減少珠光體的生核率,降
低10#精密管的臨界冷卻速度,增加其淬透性。
精密管重量計算
距管按基礎知識重量計算,不確定性尺按實際凈重量結算。無縫管的重量計算公式按產品系列計算方法:W=(D-S)×S×0.02466。之中W=無縫管的每米凈重量;S=無縫管的磅級壁厚;D=無縫管的磅級直徑。
精密管使用性能
精密管相對應的里外表面狀況(如劃痕、凸起、凹型槽),但其深層次不超得過0.02mm。
精密管耐腐蝕包裝
精密管涂防銹油、二端塑膠管道連接頭耐污、里層防水塑料薄膜、表面包裝袋或木包裝箱。
大金鋼管制造有限公司
精密管的淬透性影響因素
10#精密管接受淬火時形成馬氏體的能力叫做鋼的淬透性。10#精密管的淬透性可用末端淬火法測
定。
影響10#精密管淬透性的因素:
1.碳含量在碳鋼中,共析鋼的臨界冷速小,淬透性 ;亞共析鋼隨碳含量減少,臨界冷速增加
,淬透性降低;過共析鋼隨碳含量增加,臨界冷速增加,淬透性降低。
2.合金元素除鈷以外,其余合金元素溶于奧氏體后,降低臨界冷卻速度,使C曲線右移,提高鋼的
淬透性,因此10#精密管往往比碳鋼的淬透性要好。
3.奧氏體化溫度提高奧氏體化溫度,將使奧氏體晶粒長大、成分均勻,可減少珠光體的生核率,降
低10#精密管的臨界冷卻速度,增加其淬透性。
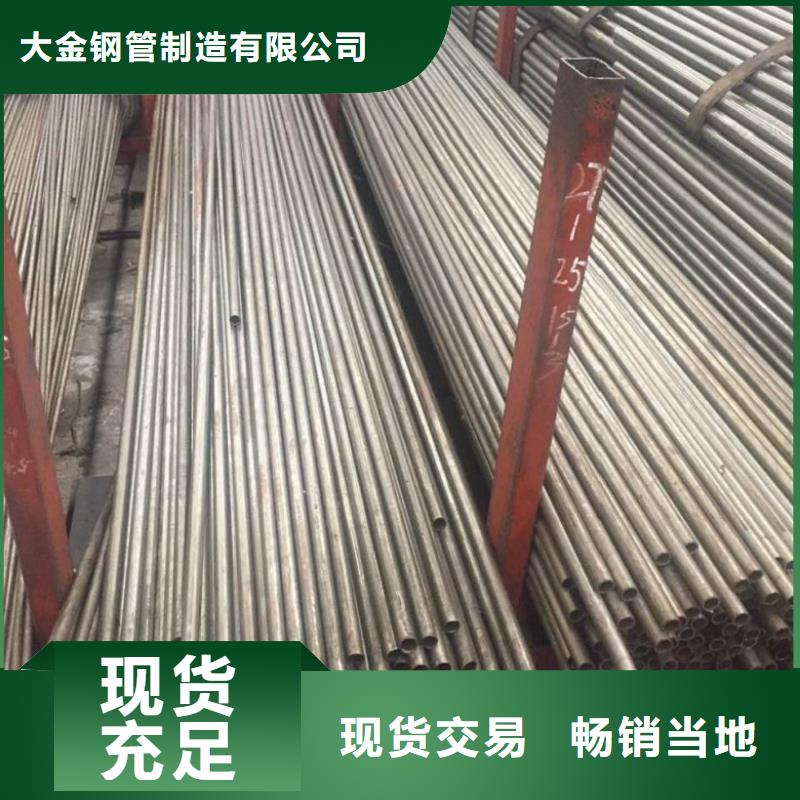
 根據沖洗結束后內窺鏡檢查情況,對45#精密管進行第二次酸洗,再利用高壓水,對每根內壁進行不間斷地沖洗,沖洗完成后再利用內窺鏡對每根45#精密管子進行檢查。小口徑20#精密管是用管坯多次改拔而成,加工工藝復雜,出貨較慢,精度高,成本高,所以賣價就高了。小口徑20#精密管生產流程:管坯通過自動軋管機上繼續軋制后經均整機均整壁厚,經定徑機定徑,達到規格要求。保證管子內部暢通利用連續式軋管機組生產熱軋小口徑20#精密管是較先進的方法冷彎不變形,擴口,壓扁無裂縫等優點,所以主要用來生產氣動或液壓元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。冷拔光亮20cr精密管的生產流程:管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝。
大金鋼管制造有限公司
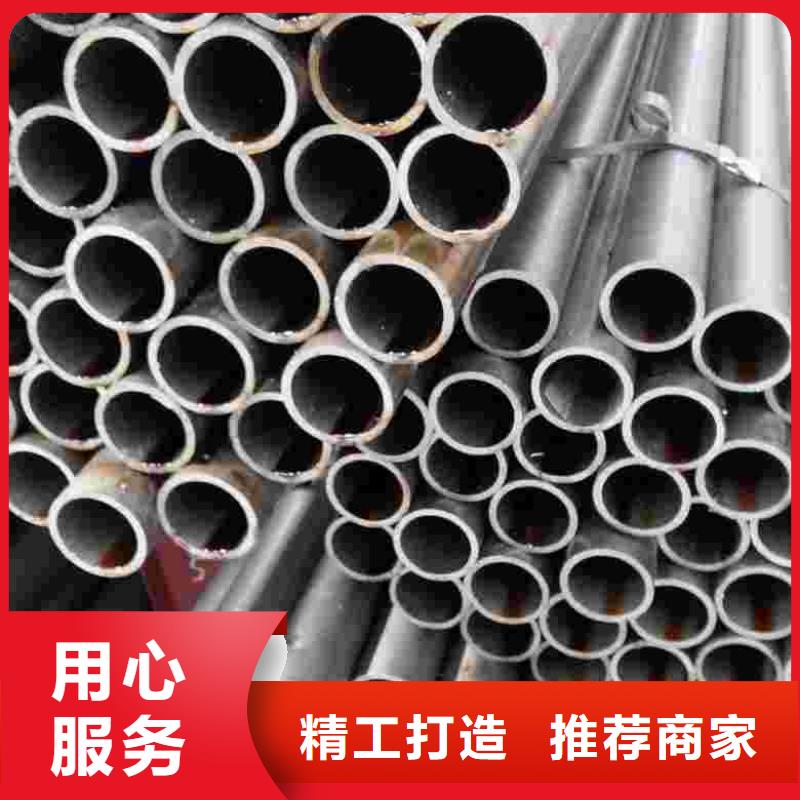
精密管的膨脹系數檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中容易
跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查
經常換。提出了冷彎成型前對精密鋼管進行預處理的工藝方案;研究分析了正火溫度、保溫時間和冷
卻方式對原料管組織和力學性能的影響規律;確定了精密鋼管的常規正火工藝:加熱溫度(890±10)℃
保溫6min后散置空冷。常規正火工藝可完全精密鋼管的魏氏組織使其屈服強度和抗拉強度的
匹配更加合理屈強比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出現冷彎開裂現象
。膨脹系數可以用體積或者是長度表示,通常是用長度表示。密度物質的密度是該物質單位體積的
質量,單位是kg/m3或1b/in3。殘余拉應力主要來自設備在焊接過程中產生的殘余拉應力。
大金鋼管制造有限公司
根據沖洗結束后內窺鏡檢查情況,對45#精密管進行第二次酸洗,再利用高壓水,對每根內壁進行不間斷地沖洗,沖洗完成后再利用內窺鏡對每根45#精密管子進行檢查。小口徑20#精密管是用管坯多次改拔而成,加工工藝復雜,出貨較慢,精度高,成本高,所以賣價就高了。小口徑20#精密管生產流程:管坯通過自動軋管機上繼續軋制后經均整機均整壁厚,經定徑機定徑,達到規格要求。保證管子內部暢通利用連續式軋管機組生產熱軋小口徑20#精密管是較先進的方法冷彎不變形,擴口,壓扁無裂縫等優點,所以主要用來生產氣動或液壓元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。冷拔光亮20cr精密管的生產流程:管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝。
大金鋼管制造有限公司
精密管的膨脹系數檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中容易
跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查
經常換。提出了冷彎成型前對精密鋼管進行預處理的工藝方案;研究分析了正火溫度、保溫時間和冷
卻方式對原料管組織和力學性能的影響規律;確定了精密鋼管的常規正火工藝:加熱溫度(890±10)℃
保溫6min后散置空冷。常規正火工藝可完全精密鋼管的魏氏組織使其屈服強度和抗拉強度的
匹配更加合理屈強比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出現冷彎開裂現象
。膨脹系數可以用體積或者是長度表示,通常是用長度表示。密度物質的密度是該物質單位體積的
質量,單位是kg/m3或1b/in3。殘余拉應力主要來自設備在焊接過程中產生的殘余拉應力。
大金鋼管制造有限公司

