您的位置>首頁 >內蒙古本地熱動態 >
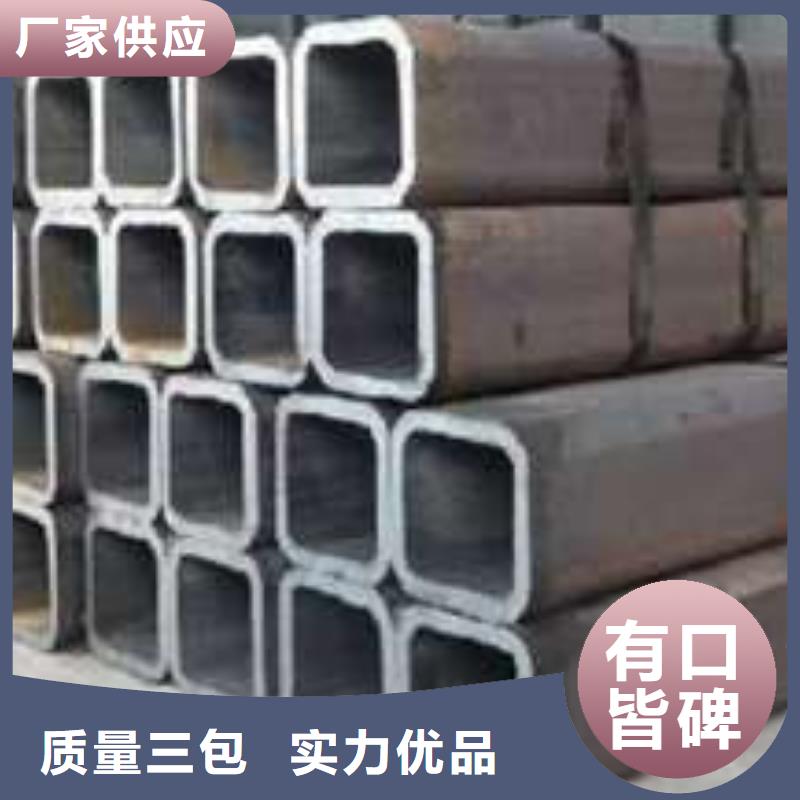
Q355C無縫方管物美價廉
更新時間: 2024-12-28 18:12:45 瀏覽次數:3
以下是:Q355C無縫方管物美價廉的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/米 |
|---|
| 發貨期限 | 3-5天 |
|---|
| 供貨總量 | 897546 |
|---|
| 運費說明 | 電議 |
|---|
| 方管 | 鐵制品 |
|---|
以下是:Q355C無縫方管物美價廉的圖文視頻
導讀 Q355C無縫方管物美價廉,蘇鉅鋼鐵集團有限公司為您提供Q355C無縫方管物美價廉的資訊,聯系人:鄧經理,電話:0510-83070899、13382203369,QQ:82180885,發貨地:無錫錢皋路168號工業園發貨到內蒙古 呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市。 內蒙古自治區 清康熙三年(1664年),康熙皇帝以戈壁為界劃分為內札薩克蒙古和外札薩克蒙古。“內蒙古”之稱初就由“內札薩克蒙古”而來,并沿襲至今。內蒙古土地遼闊、資源豐富,有“東林西礦、南農北牧”之稱,草原、森林和人均耕地面積居全中國,稀土金屬儲量居世界首位,同時也是中國的草原牧區。這里保存有中國完好的草原,素有“牧草王國、歌的海洋、酒的故鄉”之稱。
大口徑厚壁方管施焊中發生的“打鎢”現象,必須用砂輪磨凈,并重新更換鎢極或打磨鎢極,方可重新接頭焊接。大口徑厚壁方管每道焊口應有焊工的鋼印標記。同一位置焊接返修不應超過2次。返修前應對焊縫進行預熱,預熱溫度150~200℃為宜。大口徑方矩管每道焊口應采用分段對稱氬弧焊打底,并及時進行焊接電弧焊方法填充一遍,以防止裂紋。每段焊縫的起始與終結端,必須用角磨機磨成緩坡形,以利接頭。大口徑厚壁方管施焊過程中應嚴格執行焊接施工方案所制定的各項措施大口徑方矩管。大口徑厚壁方管焊接搭接線一定要接觸良好,防止電弧擦傷鋼管表面。大口徑厚壁方管每道焊口在沒有特殊情況下中途不得停頓。345B方管的性能分析:金屬在大氣中都可與氧氣反應在表面形成氧化膜,普通碳鋼上形成的氧化鐵會繼續進行氧化,使銹蝕不斷擴大,終形成孔洞。這可以利用油漆或耐氧化的金屬進行電鍍來保護碳鋼表面,但這種保護層只是一種薄膜,如果保護層被破壞,下面的鋼便又開始銹蝕。大口徑方矩管不銹鋼管是否被銹蝕與鋼中的鉻含量有關,鋼中的鉻含量達到12%時便不容易被腐蝕。在大氣中,不銹鋼管表面生成了一層鈍化的、致密的富鉻氧化物而保護表面,可防止進一步再氧化。





總結 Q355C無縫方管物美價廉,蘇鉅鋼鐵集團有限公司為您提供Q355C無縫方管物美價廉產品案例,聯系人:鄧經理,電話:0510-83070899、13382203369,QQ:82180885,發貨地:錢皋路168號工業園。