





簡(jiǎn)約不浮華,不簡(jiǎn)單實(shí)用。我們的無縫方矩管核心技術(shù)產(chǎn)品視頻用直觀的方式展現(xiàn)產(chǎn)品的實(shí)用性和價(jià)值。
以下是:無縫方矩管核心技術(shù)的圖文介紹
鑫邦源特鋼有限公司成立多年,公司聚集了一批行業(yè)人才公司有能力,有信心為廣大客戶提供合格的 北京輸送管服務(wù)。

")
")
矩形管的內(nèi)徑尺寸波動(dòng)較大,原因是;鋼溫不穩(wěn)定有陰陽面。鋼的成分不均勻。由于設(shè)備簡(jiǎn)陋,地基強(qiáng)度低,軋機(jī)的跳大。會(huì)出現(xiàn)有同一周內(nèi)內(nèi) 變化較大,這樣的鋼筋受力不均勻易產(chǎn)生斷裂。優(yōu)質(zhì)管的商標(biāo)和印字都比較規(guī)范。矩形管直徑16以上的間距都在IM以上。鋼材螺紋鋼的縱筋經(jīng)常呈波浪形。
矩形方管工藝要求:矩形直管必須在專用進(jìn)口流水線上進(jìn)行制作,以確保風(fēng)管制作精度及風(fēng)管的密閉性。矩形風(fēng)管配件的下料應(yīng)在進(jìn)口專用機(jī)器上運(yùn)用計(jì)算機(jī)軟件全自動(dòng)化完成,并由進(jìn)口的鈑金專用等離子切割機(jī)上完成自動(dòng)等離子切割工序。矩形風(fēng)管的咬口連接應(yīng)采用進(jìn)口自動(dòng)咬合器進(jìn)行咬合工藝。
矩形風(fēng)管管體與插接法蘭間的連接應(yīng)采用無鉚釘連接工藝,運(yùn)用進(jìn)口設(shè)備進(jìn)行無鉚釘連接工藝。矩形風(fēng)管的連接法蘭應(yīng)采用連板法蘭及插接法蘭連接工藝。
矩形方管工藝要求:矩形直管必須在專用進(jìn)口流水線上進(jìn)行制作,以確保風(fēng)管制作精度及風(fēng)管的密閉性。矩形風(fēng)管配件的下料應(yīng)在進(jìn)口專用機(jī)器上運(yùn)用計(jì)算機(jī)軟件全自動(dòng)化完成,并由進(jìn)口的鈑金專用等離子切割機(jī)上完成自動(dòng)等離子切割工序。矩形風(fēng)管的咬口連接應(yīng)采用進(jìn)口自動(dòng)咬合器進(jìn)行咬合工藝。
矩形風(fēng)管管體與插接法蘭間的連接應(yīng)采用無鉚釘連接工藝,運(yùn)用進(jìn)口設(shè)備進(jìn)行無鉚釘連接工藝。矩形風(fēng)管的連接法蘭應(yīng)采用連板法蘭及插接法蘭連接工藝。
")
")
")
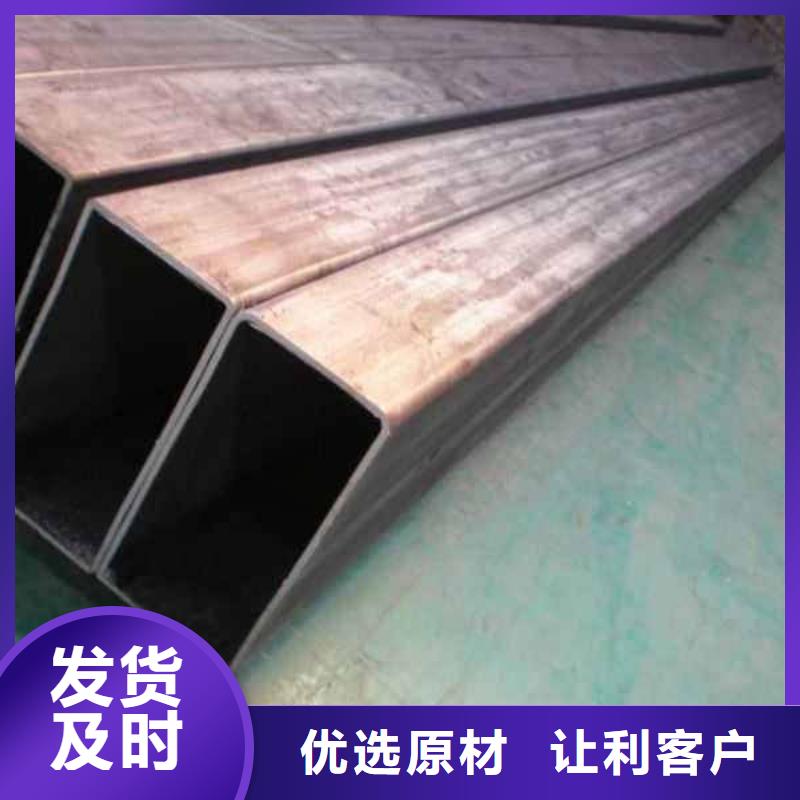
直徑大或較厚的焊接矩形管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經(jīng)過簡(jiǎn)單拋光,拉絲就可以了。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。1鋼管公稱外徑為88.9mm,公稱壁厚為6.45mm。鋼管的外徑和壁厚允許偏差應(yīng)符合表1的規(guī)定。表外徑允許偏差+ 0.50mm-0.20mm壁厚允許偏差+ 0.97mm-0.77mm 2鋼管的通常長(zhǎng)度為9400mm~9750mm。
外形鋼管的彎曲度不得大于1.0mm/m。鋼管兩端端面應(yīng)與鋼管軸線垂直,切口毛刺應(yīng)予。重量鋼管按實(shí)際重量交貨,亦可按理論重量交貨。鋼管每米理論重量為13.115kg/m。鋼管的成品化學(xué)成分允許偏差應(yīng)符合GB/T 222的有關(guān)規(guī)定。交貨狀態(tài)鋼管以熱軋狀態(tài)交貨。
外形鋼管的彎曲度不得大于1.0mm/m。鋼管兩端端面應(yīng)與鋼管軸線垂直,切口毛刺應(yīng)予。重量鋼管按實(shí)際重量交貨,亦可按理論重量交貨。鋼管每米理論重量為13.115kg/m。鋼管的成品化學(xué)成分允許偏差應(yīng)符合GB/T 222的有關(guān)規(guī)定。交貨狀態(tài)鋼管以熱軋狀態(tài)交貨。
")
")
點(diǎn)擊查看鑫邦源特鋼有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
