

不要錯過這部精心制作的銅止水【河堤止水板】有口皆碑產(chǎn)品視頻!僅僅一分鐘的時間,您將能夠領(lǐng)略到我們產(chǎn)品的卓越品質(zhì)和出色設(shè)計,發(fā)現(xiàn)更多令人心動的細節(jié)。
以下是:銅止水【河堤止水板】有口皆碑的圖文介紹

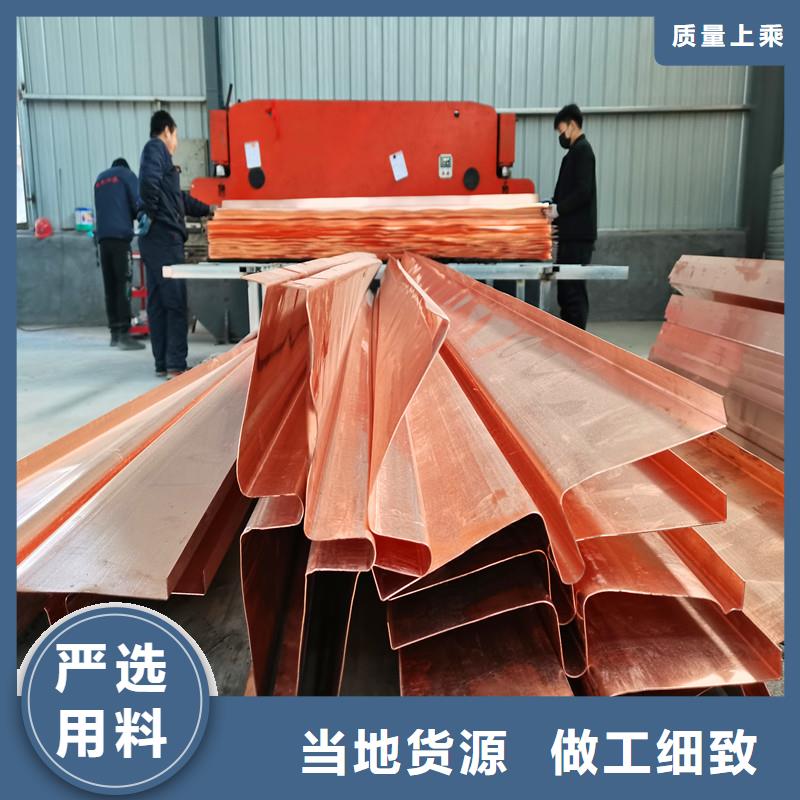
隧道止水,采用銅止水和橡膠止水相結(jié)合的方法,新疆伊犁銅止水在增加止水性能的同時,還能降低施工成本。隧道中的防滲系統(tǒng)一直是隧道施工中的薄弱環(huán)節(jié),經(jīng)過對施工現(xiàn)場的不斷摸索,我們對其進行了一些改進,使改進后的施工方法變得簡單且。 隧道銅止水帶拼焊施工要點如下: 1、在洞外據(jù)擬鋪掛面積的大小將2~3幅幅面較窄的成卷防水板下料; 2、然后將其平鋪在地面上拼焊成便于運輸、鋪掛的大幅面防水板,減少洞內(nèi)作業(yè)的焊縫數(shù)量,以提高焊接質(zhì)量; 3、選擇合格的一次性成型的止水銅帶; 4、 止水銅帶的拼接采用熱合機雙焊縫焊接,要求搭接寬度不小于100mm,保證焊縫質(zhì)量; 5、焊縫應嚴密,單條焊縫的有效焊接寬度不應小于12.5mm。 銅止水規(guī)格是銅含量、以及寬度、厚度、軟硬態(tài)及物理特性的一種表現(xiàn)形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、軟態(tài)、半硬紫銅止水等。用T表示,即T2與T3,T2銅含量≥99.8%,T3銅含量≥99.7%。銅軟硬態(tài),M表示銅硬度狀態(tài)為軟態(tài),抗拉強度≥205MPa,延伸率為30%;Y2為半硬態(tài),抗拉強度≥245MPa,延伸率為≥8%。  銅止水規(guī)格 1.執(zhí)行標準GB2059-2008; 2.厚度:0.5-14mm; 3.寬度:200-1000; 4.長度:1000-3000; 5.抗拉強度不小于205Mpa; 6.伸長率不小于20%; 7.化學成分和物理性能應滿足GB/T2059-2008《銅及銅合金帶材》的規(guī)定; 8.符合 標準(GB2040-2008)《銅及銅合金板材》中的相關(guān)要求。


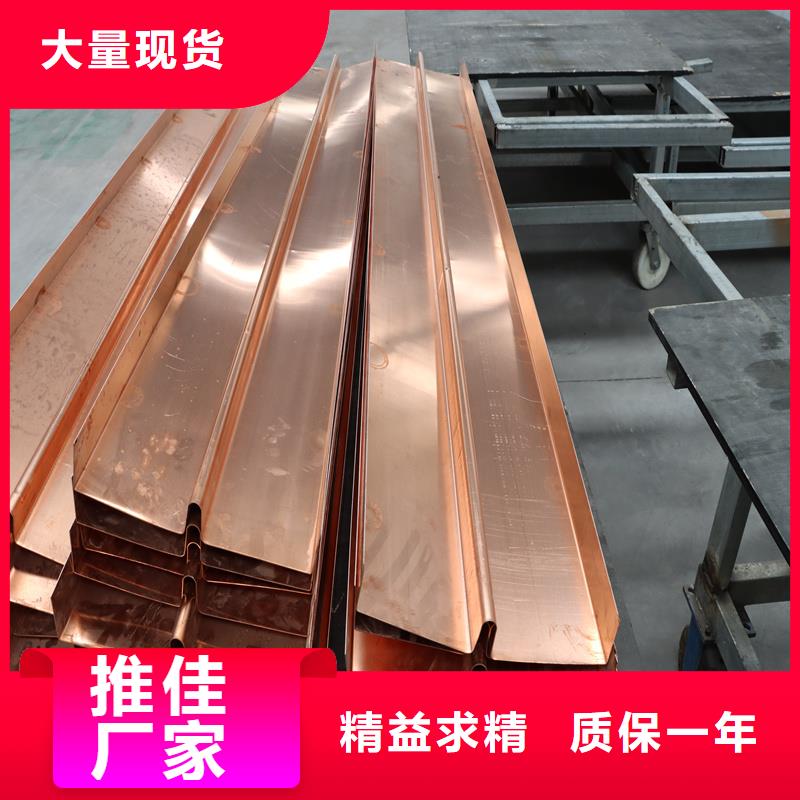
紫銅片止水如何焊接 紫銅止水片焊接質(zhì)量測試方法 新疆伊犁銅止水1、紫銅止水片焊接接頭可以從外觀質(zhì)量檢驗 焊接完成后,采用目測或量測檢查焊縫是否平整,光滑,軸線時間的接口誤差是否滿足招標文件技術(shù)條款要求及搭接長度不小于20mm。 2、焊接接頭部位的煤油滲透測試 先將用于檢驗的部位表面清理干凈,不得留有污漬,用 漿涂抹,待徹底晾干后在焊縫的背面抹上煤油。由于煤油所具有的張力作用,具有滲透細小縫隙的特性。如果紫銅止水片焊縫不緊密或者鋼材內(nèi)部有疏松、夾層、夾灰時,煤油將紫銅止水片滲漏到鋼材或焊縫的另一面并在 上顯出印漬。 自粘復合型止水帶是一水平止水片(帶)上或下50㎝范圍內(nèi)不宜設(shè)置水平成型后的止水紫銅片,在安裝時,應避免扭曲變形或其他損壞.止水安裝時, 為準確的確定缺陷位置,避免印漬擴散,在涂上煤油后稍停片刻即進行觀察,初出現(xiàn)印漬處為缺陷位置。為了保證煤油有足夠的浸潤滲透時間,以保證檢測的過程持續(xù)在半小時以上不出現(xiàn)印漬叫為適宜。 3、焊接接頭的力學性能測試方法 接頭拉力試驗不應該小于母材抗拉強度的80%,這個地方需要大家嚴格把控。



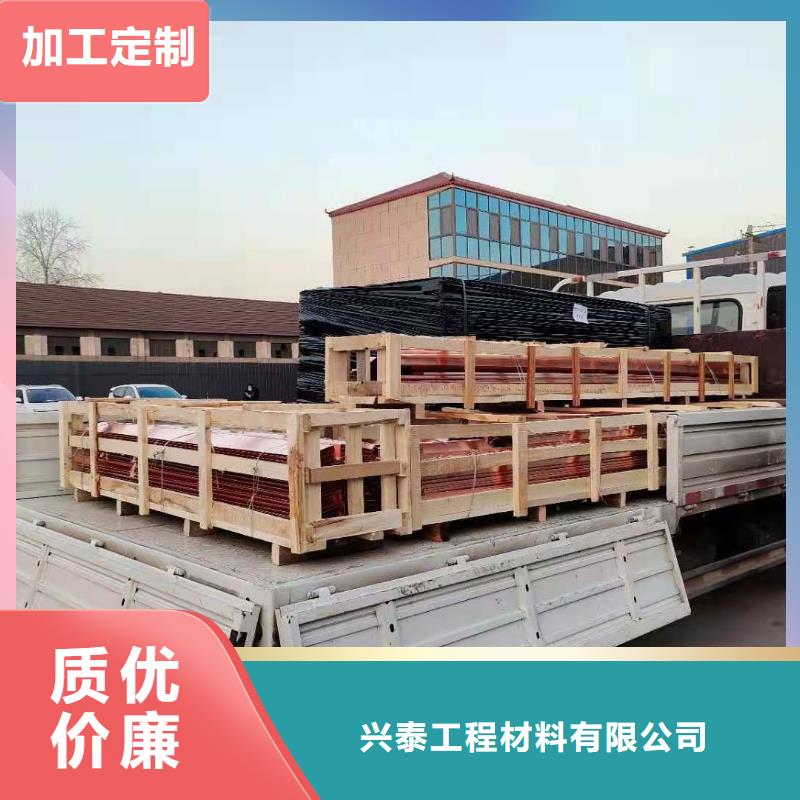
興泰工程材料有限公司位于中國 新疆伊犁排水盲管名城 - 新疆伊犁,借助周邊地區(qū)的經(jīng)營理念和自身不斷的科技創(chuàng)新,興泰工程材料有限公司近年來在 新疆伊犁排水盲管行業(yè)中飛速發(fā)展。作為一家集研發(fā)、生產(chǎn)、銷售為一體的 新疆伊犁排水盲管生產(chǎn)廠家,擁有一批的研發(fā)團隊,高素質(zhì)的技術(shù)人員和管理人才,并有生產(chǎn)加工和檢測設(shè)備。


銅止水片(是由紫銅或純銅生產(chǎn)加工而成),新疆伊犁銅止水因而銅止水片的電焊焊接應以紫銅焊接檢驗標準。銅止水片電焊焊接宜選用氣割或氬弧焊機,這兒詳細介紹氣割的操作流程及其常見問題。 氣割是用O2與乙炔氣體造成高溫,熔融焊絲與焊接件的金屬材料疑固后產(chǎn)生焊接的焊接工藝。 其具體步驟辦法是:關(guān)掉焊把電源開關(guān),將乙炔氣體及O2開啟,打火漸漸地開啟焊把電源開關(guān)引燃焊嘴,將焊絲依據(jù)必須 放到被焊物件上,再慢慢調(diào)準焊嘴的火焰高低,應用火焰溶化焊絲與焊接件的合金凝結(jié)后產(chǎn)生-條焊接。 需運用銜接焊的方式 ,其鋼筋搭接尺寸不能低于40mm,與此同時為得到高寬比和總寬勻稱的焊接,鋼筋搭接焊可選用左焊接方法,即焊炬從右往左邊挪動的方式 。氣割的操作過程方式 包含氧氣乙炔焰的引燃.調(diào)整和滅掉.起焊.電焊焊接全過程中焊炬和焊絲的健身運動.連接頭和結(jié)尾的使用要點。 1.火苗的引燃 焊炬的握法,應左手拿焊炬,將食指和無名指坐落于氧e調(diào)節(jié)閥處,與此同時大拇指還能夠電源開關(guān).調(diào)整乙炔氣體調(diào)節(jié)閥門,隨時隨地調(diào)整汽體的總流量。引燃火苗時,先要稍稍打開氧s氣調(diào)節(jié)閥門,隨后再開乙炔氣體調(diào)節(jié)閥門,二種汽體在焊炬內(nèi)混和后,從焊嘴噴出來,這時將焊嘴挨近明火就可以引燃。打火時,拿明火的手不必正對接焊嘴,也不能將焊嘴偏向別人或易燃物,防止出現(xiàn)事故。(留意)一開始打火時,很有可能發(fā)生持續(xù)”放鞭炮"聲,緣故是乙炔氣體不純,需釋放不良的乙炔氣體再次打火。有時候發(fā)生不容易打火的狀況,大部分狀況是氫開得過大而致,這時候應將氧e調(diào)節(jié)閥調(diào)小。



點擊查看興泰工程材料有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
