




科技創造價值,品質決定未來,今天的成功,源自客戶對 云南普洱不銹鋼復合管護欄的認可,鑫海達不銹鋼復合管生產制造廠家有限公司熱忱歡迎中外新老朋友蒞臨指導,共創商機,雙贏發展。



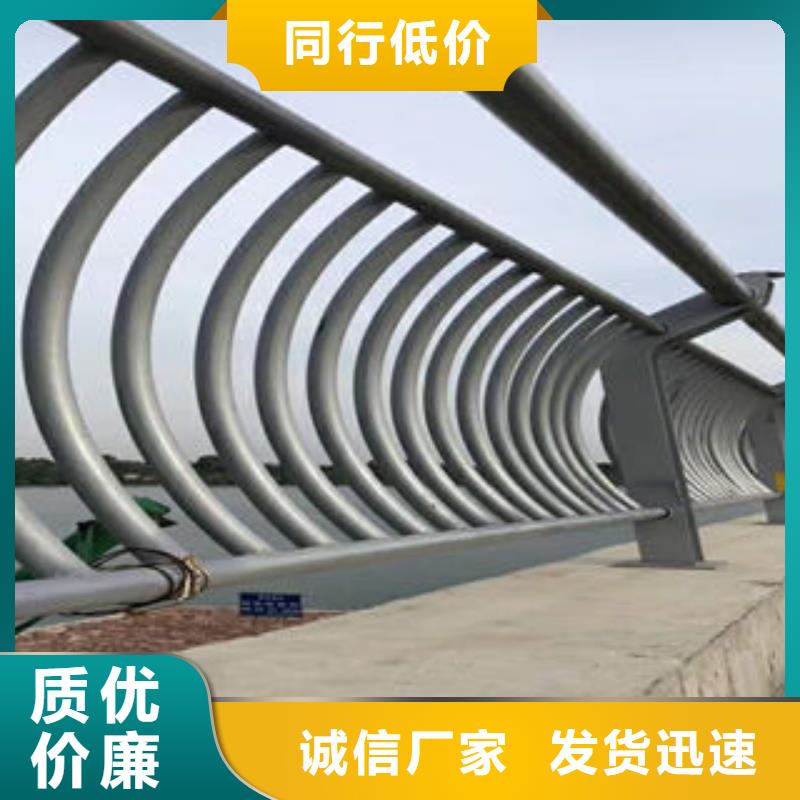
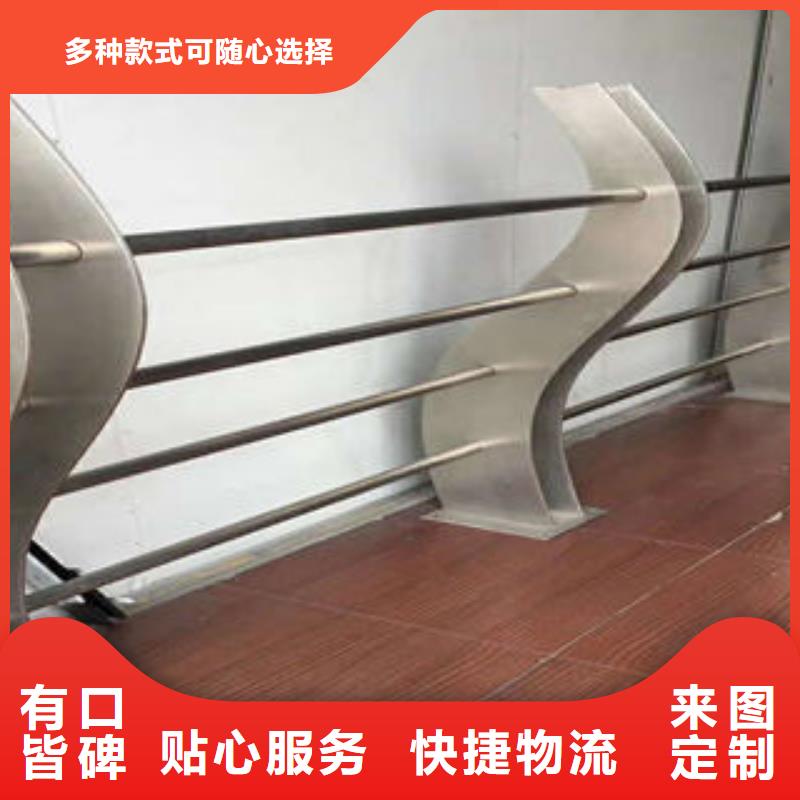
不銹鋼鋼管:整個管都為不銹鋼的較輕,承重能力沒有復合管好,但是不容易生銹,不銹鋼材質又分好幾種201,301,304等,市場上一般為301材質,304的效果好。 公司專業生產各種規格、材質的護欄立柱,河道護欄,橋梁護欄,樓梯扶手以及各種金屬景觀護欄的設計、生產、加工、制作,及相關護欄/欄桿工程材料(不銹鋼復合管等)的生產銷售,我公司生產的碳素不銹鋼復合管、不銹鋼碳素鋼復合管護欄產品具有外表美觀、防銹耐腐蝕性好、易安裝等性能,廣泛應用于橋梁/河道、市政建設、景觀護欄、城市護欄、道路護欄、人行扶手、路燈燈桿、高架路橋、立交橋、高速公路等地方,所生產不銹鋼復合管產品全部按照不銹鋼復合管(GB/T18704-2008)生產,可靠。
不銹鋼化學成分不銹鋼不銹鋼的耐蝕性隨含碳量的而,因此,大多數不銹鋼的含碳量均較低,大不超過1.2%,有些鋼的Wc(含碳量)甚至低于0.03%(如00Cr12)。不銹鋼中的主要合金元素是Cr(鉻),只有當Cr含量達到一定值時,鋼才有耐蝕性。因此,不銹鋼一般Cr(鉻)含量至少為10.5%。不銹鋼中還含有Ni、Ti、Mn、N、Nb、Mo、Si、Cu等元素。不銹鋼的耐蝕性隨含碳量的而,因此,大多數不銹鋼的含碳量均較低,大不超過1.2%,有些鋼的Wc(含碳量)甚至低于0.03%(如00Cr12)。不銹鋼中的主要合金元素是Cr(鉻),只有當Cr含量達到一定值時,鋼才有耐蝕性。因此,不銹鋼一般Cr(鉻)含量至少為10.5%。不銹鋼中還含有Ni、Ti、Mn、N、Nb、Mo、Si、Cu等元素。
不銹鋼復合管根據腐蝕介質的不同選擇相應的耐蝕合金材料作為,完全具備耐蝕合金管材的耐腐蝕性能,且具有更高的耐壓指標;與緩蝕劑方案相比,避免了工藝復雜所帶來 的技術風險,可確保生產的性 這也是為什么現在剛產品能大力發展于人們認可的原因,為我們的生產、生活帶來了方便和實惠。 不銹鋼復合管耐溫不銹鋼材質工作溫度可達700℃~1035℃。耐寒可達1開爾文(B273℃),液氮冷凍箱就采用不銹鋼材。所以不銹鋼復合管耐熱耐寒性能優越,而且不分冷水管熱水 管,一管二用,冷熱皆宜。



雙金屬復合管制備方法的研究概況熱成型法.目前雙金屬復合管的生產方法主要包括冷成型法、熱成型法、離心鑄造法、離心鋁熱劑法、爆炸焊成型法、電磁成型法等等。冷成型法,冷成型制造工藝的基本特征是將預加工好的薄壁不銹鋼管套入碳鋼管中,然后通過機械方法使不銹鋼管緊緊貼合在碳鋼管內壁上。
薄壁不銹鋼管有兩種獲得途徑:一種是通過選擇合適規格的無縫不銹鋼管,通過旋壓的方法使之變薄,達到要求的外徑和厚度;另一種是用薄的不銹鋼板或鋼帶在專用的制管機上用tig焊接成直縫或螺旋縫不銹鋼管。采用拉拔、脹接、旋壓和滾壓等方法使不銹鋼管緊緊貼合在碳鋼管內壁上,其中拉拔和脹接為常用。
拉拔是取兩根分別制成的無縫鋼管,將一根套在另一根外面,然后將兩管通過一模具同時進行拉拔,從而實現緊密配合的機械結合。這種管的優點是生產工藝比較簡單,價格較便宜。缺點是界面非擴散結合,只是依靠對外層進行的冷加工來獲得緊密配合,因此冷加工復合管如果遭遇高溫就有分層傾向,復合管會因應力釋放而失效。這就限制了冷加工管的使用環境和應用領域。脹接分機械脹接和液壓脹接兩種。
機械脹接是目前生產不銹鋼復合管的一種主要方法,它是利用滾脹芯軸回轉擠壓使復合管內管發生塑性變形,外管發生彈性變形,從而使復合管的外管對內管產生接觸壓力,以達到復合管內外壁的緊密貼合。液壓脹接原理與機械脹接相同,只是用管內高壓水施壓代替滾脹芯軸回轉擠壓。機械脹接時脹接力大小難以確定,易發生欠脹或過脹,且多次滾脹易造成襯里開裂。液壓脹接時脹接力均勻且大小可進行計算,因此更具優越性。兩種脹接法的共同缺點是內外層只是機械結合,和拉拔成型一樣,在高溫環境下會因應力松弛而分層失效。
目前金屬復合無縫管冷成型法大致有以下兩種:內擴漲型和外減徑型。內擴漲型,即:采用兩種材質的無縫管相互穿套(如外管采用一般普碳鋼無縫鋼管,內穿一薄壁不銹鋼管作為內層金屬管),在內管中施以高壓,使內層無縫管發生塑性變形外層無縫管僅產生彈性變形,從而使內管與外管緊密結合,形成雙金屬復合無縫管。
外減徑型,即:仍采用兩種材質的無縫管相互穿套,對外層管進行減徑拉拔或軋制,使內管與外管緊密結合,形成雙金屬復合無縫管。以上兩種工藝生產的金屬復合無縫管的不足之處在于:生產成本高昂,內外管均必須采用現成的熱軋或冷拔無縫管,加上其后的內漲或減徑工序使其制造成本大幅度上升;以上兩種類型的無縫管并非完全意義上的金屬復合,兩層金屬相互間并無冶金熔合,在受軸向力的情況下內外兩層金屬難以傳遞和均衡外力,在需要熱傳遞的應用領域,由于內外兩層金屬間存在間隙,熱阻必將大幅度增加。


熱擠壓一般是針對雙金屬管坯進行的,稱為復合擠壓(coextrude)。復合擠壓目前是生產不銹鋼和高鎳合金無縫復合管的好方法,日本制鋼所利用這種方法生產8in(203.2mm)以下的雙金屬復合管。它是將兩種以上的金屬組成的一大直徑復合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環狀空間。當擠壓坯料截面縮減到10:1時,高的擠壓壓力和溫度會在界面處產生“壓力焊”的焊接效應,促進界面間的快速擴散和廣泛結合,實現界面的冶金結合。擠壓前的復合管坯制造方法有三種:由鍛造坯料通過熱穿孔和放大擠壓獲得;直接離心旋鑄;用耐蝕粉末顆粒。也有內外兩種金屬原材料均采用粉末的,稱為“nuval”工藝,可以開發新型合金,但粉末制備成本太高。
優點:界面為冶金結合;擠壓過程中涉及的力完全是壓應力,因此特別適合于熱加工性不好、塑性低的高合金金屬的加工。缺點:由于結合決定于擠壓過程中極短時間內的元素界面擴散,通常會因氧化物膜的存在而受到影響,因此目前復合擠壓僅限于碳鋼、不銹鋼和高鎳合金間的復合。需要指出的是,熱擠壓的變形抗力小,允許每次變形程度大,導致表面粗糙度較高,因此也有先熱擠壓再進行冷軋(或冷拔)制造復合管的方法。
離心鑄造和離心鋁熱劑法離心鑄造是為適應海洋油氣生產而開發的,適用于制造內襯金屬熔點低于外層金屬熔點的復合管。襯層和基體均采用液態金屬。將制外管的鋼液引入一旋轉金屬模,在外管凝固過程中監測管內溫度。當外管凝固并達到一定溫度時,澆入耐蝕合金等內層金屬。通過控制鑄造條件,可以生產出牢固的冶金結合的雙金屬復合管。
當應用液態金屬進行表面堆敷時,采用離心技術可復合層容易出現的氣孔和夾雜。這時,熔化金屬中密度低的渣、雜質和氣體上升到表面,而較重的金屬成分下沉,在管壁上形成一致密層,從而提高熔敷質量和再現性。因此其優缺點分別為:
優點:界面實現冶金結合,致密度高,排渣、排氣性好。缺點:若沒有其后的熱變形,僅限于鑄態使用,其粗大的鑄態組織導致各層金屬的力學性能不能充分發揮。另外,該方法不能生產外層為輕合金的復合鋼管。



