




雙立柱GS4240數控帶鋸床 全自動數控金屬帶鋸床 40數控鋸床
機床的主要特征:
1、機床通過機械、電氣、液壓的配合,具有自動夾緊、自動進刀、切割完畢鋸架自動快速上升(即退刀)的功能。
2、進給速度,在給定的范圍內,可進行無級調整。
3、由于其切削刀具,采用進口薄片的雙金屬帶鋸條,因此,切口窄,耗材少,所需動力小,是大、中型企、事業單位切割大型鋼胚、大型模具鋼胚的一種具有顯節材又節能的切割刀具。
4、加強型可調式鎢鋼夾持片,確保鋸切精度。
5、鋸架上下升降定位,由紫外線接近開關控制,送料控制返回原點時定位,由紫外線接近開關控制(常開)。
6、送料長度尺寸由光柵尺檢測定位,光柵尺檢測有效范圍500mm。
7、昆侖DOP人機界面支持雙通訊口聯機功能,可同時連接2種不同通訊格式的控制器,架構多機聯機網絡。
8、臺達DVP可編程控制器,全自動控制。
9、送料長度檢測深圳埃莫特光柵尺。
10、材料夾緊采用油缸夾緊。
11、可同時疊加多根材料鋸切。
12、線速度根據不同材料鋸切,給定不同線速度,達到不同的鋸切效率。
 <莆田>建貿機械有限公司
<莆田>建貿機械有限公司
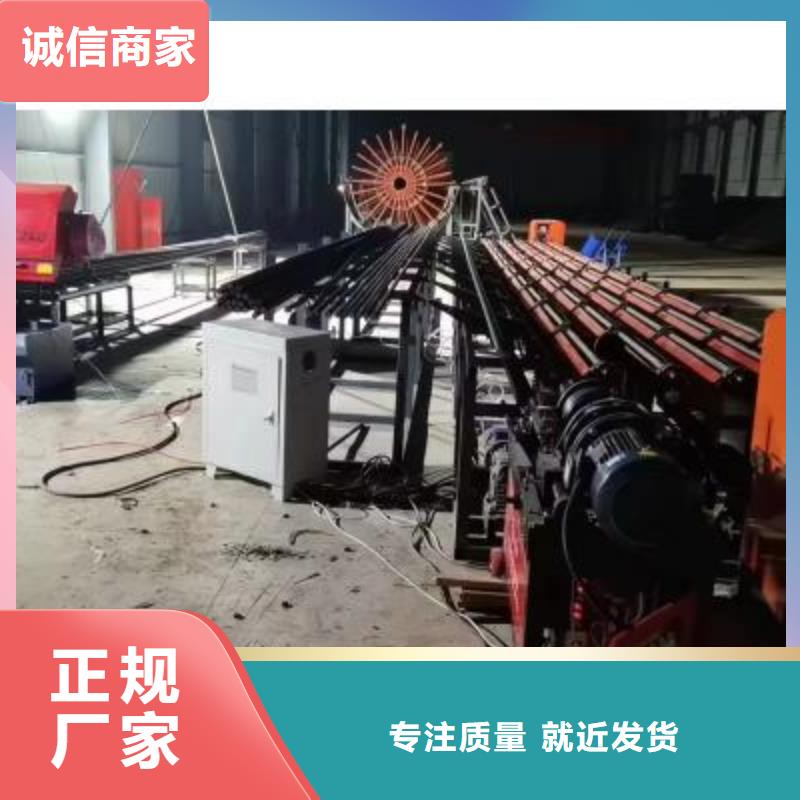
河南建貿機械有限公司鋼筋帶鋸床下料鋸床型號
液壓傳動系統由泵,閥,油缸,油箱,管路等元輔件組成的液壓回路,在電氣控制下完成鋸梁的升降,工件的。通過調速閥可實行進給速度的無級調速,達到對不同材質工件的鋸切需要。電氣控制系統由電氣箱,控制箱,接線盒,行程開關,電磁鐵等組成的控制回路,用來控制鋸條的回轉,鋸梁的升降,工件的等,使之按一定的工作程序來實現正常切削循環。
潤滑系統開車前必須按機床潤滑部位(鋼絲刷軸,蝸輪箱,主動軸承座,蝸桿軸承,升降油缸上下軸,活動虎鉗滑動面絲桿)要求加油。蝸輪箱內的蝸輪,蝸桿采用30號機油油浴潤滑,由蝸輪箱上部的油塞孔注入,箱仙面備有油標,當鋸梁位于位置時,油面應位于油標的上,下限之間。一個月后應換油,以后每隔3-6個月換油1次,蝸輪箱下部設有放油塞。
a、鋸床導向臂的導向角夾持的鋸條與鋸床工作臺不筆直:處理:安好鋸條,調整鋸導向角的螺栓,使鋸條與工作臺面筆直。b、帶鋸條有可能磨損:處理方法:如果鋸條有修正價值能夠修補,如果沒有的話就替換鋸條。c、帶鋸條可能松了。漲緊鋸條。d、帶鋸床下料速度進給太快,調整調速閥使進給速度慢一點。e、鋸床兩導向臂之間間隔太大,調一下導向臂的間隔,一般比材大6-10厘米f、鋸床導向角里夾鋸床的小軸承可能損壞,替換小軸承就能夠!
數控鋸床以圓鋸片、鋸帶或鋸條等為刀具,鋸切金屬圓料、方料、管料和型材等的機床。鋸床的加工精度一般都不很高,多用于備料車間切斷各種棒料、管料等型材。由主動輪和從動輪帶動鋸條作業,鋸條斷料方向由導軌操控架操控。經過調整自轉軸承將帶鋸條調正調直經過掃削器將鋸削掃掉。由液壓油缸活塞桿支撐導軌操控架下落進鋸斷料,裝有手動或液壓油缸夾料鎖緊組織,以及液壓操作閥開關等。

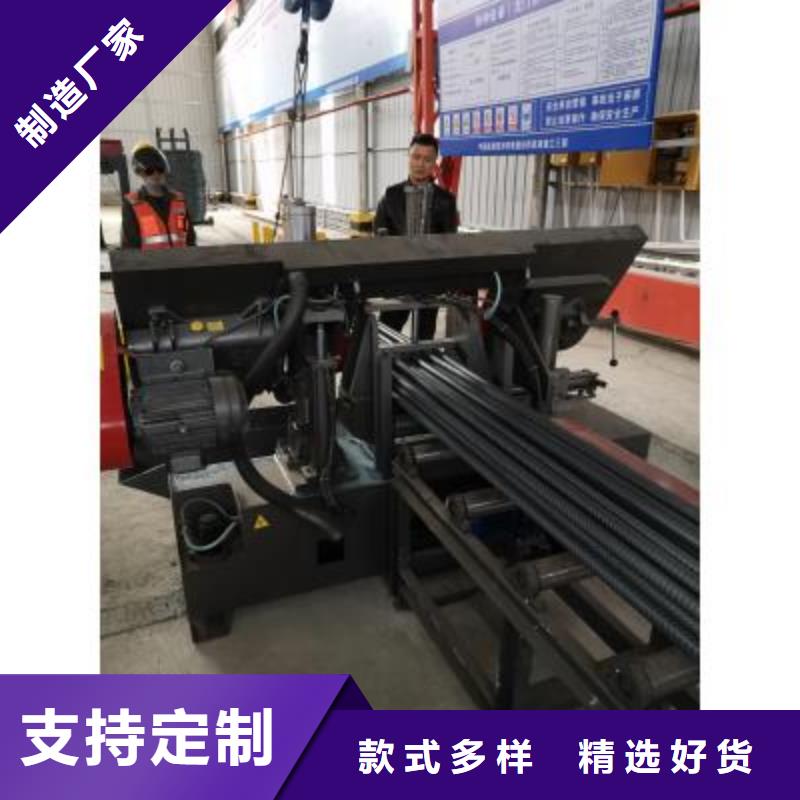
臥式機頭設計:內部筋條加粗加大,強化結構剛性大幅提高加工穩定性。
加工特性:具備加工速度快與鋼筋端面平整兩大特點,是一種復合型迷你鋼筋端頭加工中心機。適應范圍:
① 剛性機床要兼有故障率低、可靠性好的生產場合。
② 特別適應于高速公路高速鐵路鋼筋加工場的加工。
③ 創新型的結構設計,各種結構優化,鋼筋加工場必備
本機以鋼筋平面打磨,確保鋼筋端面平直一致,提高鋼筋抗拉強度,效率高,速度快,保證工程質量。而且為了進一步提率前后兩端打磨設備,在使用時架體上可以放置多根的螺紋鋼,在前端打磨完成后,后端的打磨設備開始打磨。對于兩臺設備而言均不會存在等待時間間隔。端面打磨機切割處理保證平面一致,接頭無縫隙。
 莆田鋼筋鋸切鐓粗套絲打磨生產線為您服務
莆田鋼筋鋸切鐓粗套絲打磨生產線為您服務
