
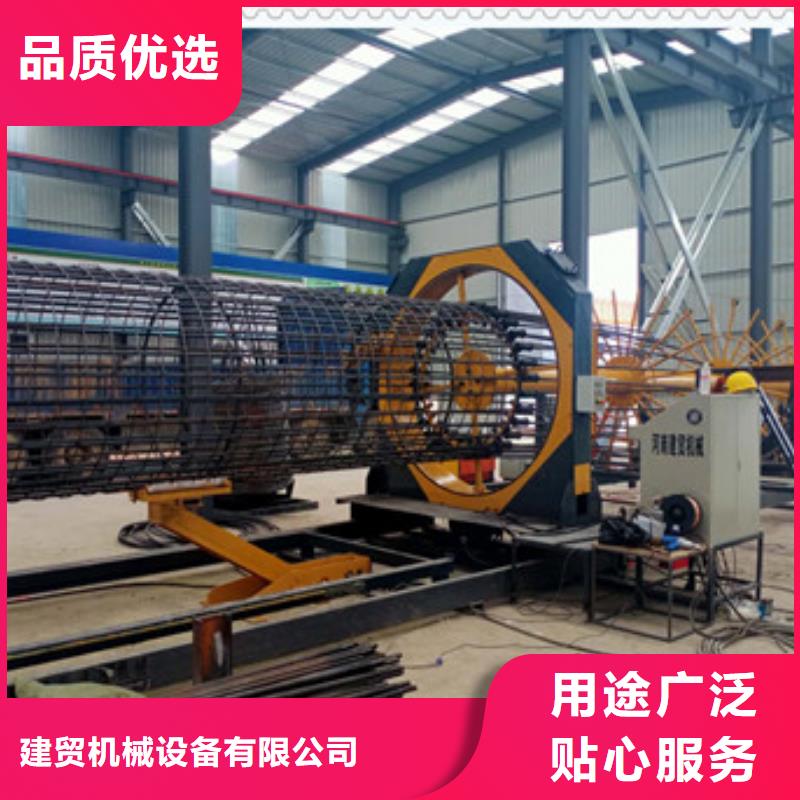




數控鋼筋籠繞筋機及注意事項:應停干燥的室內.不得已停在室外者應選平坦的地面并鋪上木板.停放后用罩布蓋好.存放前須對機械進行、修復損壞機件并對其進行清理保持技術狀態良好.在停的排列和布置應保證任何一臺機械的進出均不受其他機械的影響.應將機械的燃油控制桿置于怠速位置各操縱桿置。鋼筋籠滾焊機運行中工作原理:根據施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內支撐),把鋼筋籠主筋放在鋼筋籠繞筋機上,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥旋轉以及小車的移動把盤筋繞在主筋上,同時進行焊接,從而形成成品鋼筋籠,托輥滾動速度可根據操作手的熟練程度從低到高任意調整,盤筋間的間距可根據施工要求隨時改動,同時可預先設置好參數,一個鋼筋籠包括加密區、預留區到達指定位置,間距自動改變,鋼筋籠一次性成型,極大提高了工作效率,可根據客戶情況定制設備,可一次性加工30米以上,直徑兩米以上鋼筋籠,建貿鋼筋籠繞筋機加工出的鋼筋籠精度高,誤差小,兩個相鄰之間繞筋誤差在3mm以內,用米尺直接拉3米長度,總共誤差在2CM以內,可以達到任何監理要求。 建貿機械鋼筋籠繞筋機產品優勢:1:本機加工速度快:待工狀態2個可全程生產,正常工況3-6人可生產10-20多節鋼筋籠。2: 本機質量穩定:機械化作業不受人為因素影響,長時間工作可穩定質量不變。3: 本機轉運便捷:組合式設計使報運安裝、生產等過程不依賴起重設備,適應工廠化大批量國定生產和施工現場分散的機動作業。4: 本機功耗低:總功率不到15KW,同步工作不到5KW,節能而且不影響總電容的配比。5: 本機流水線形式:獨立施工不受各工序影響,不間斷完成主筋箍筋焊接成型、繞筋過程施焊等全部過程。6: 本機采用螺紋連接技術可精準定位,幫助提高鋼筋籠分解、安裝
建貿機械設備有限公司
數控鋼筋籠自動繞筋機的油泵壓力不足的分析1、帶動油泵的電動機的轉向反了。整改措施就是調換一下電動機三相電源線中的任意兩個相位。2、油箱內的油液位過低。方法就是添加液壓油到油泵能抽到的位置以上。3、閥壞了或者系統的壓力偏低。措施是更換新的的閥,湖綜合調整調壓閥的大小。4、由于磨損原因,造成油泵和電機之間的聯軸器不起效了。修改方法是更換失效的聯軸器。5、數控鋼筋籠自動繞筋機的電磁換向閥卡死了。修復換向閥,或者更換新的換向閥。6、油缸的密封圈出現了問題,這種情況一般就是直接更換新的密封圈。全自動數控鋼筋籠繞筋機在使用前要檢查,看各線路連接是否正常、各螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。 需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。 焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。
建貿機械設備有限公司 漳州鋼筋籠繞筋機源頭供應商
漳州鋼筋籠繞筋機源頭供應商
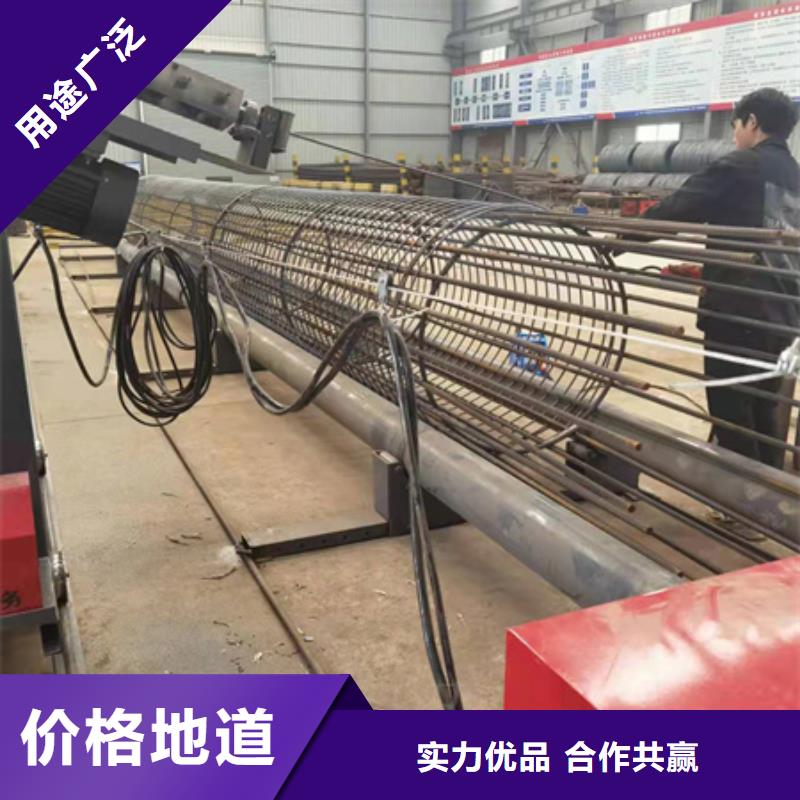
鋼筋籠繞筋機的使用說明1.備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。2.焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。4.調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與調整要求的間距值。在主機速度確認不變后,根據變頻器初始參數0-50均分并計算,可以快時間調到所需數值。確認的一個或幾個數值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調直機配合使用。河南建貿機械設備有限公司生產設備齊全,技術力量雄厚,具有完善的計量檢測裝備,對產品進行全嚴格的控制。公司擁有一支專業的售后服務隊伍。各施工單位客戶的一致好評。 歡迎新老客戶訂購!
 建貿機械設備有限公司
jmc
建貿機械設備有限公司
jmc
繞筋機固定聲卡機架及移動聲卡機架進行了優化結構,降低服務器凈重,緩解了動力單元的負荷,進而可制作目前偏重的灌注樁;輪緣結構進行了可靠性設計,革除之前方鋼冷拔后加工的工藝,更改成原料為高韌性的無縫管,經過五金機械的冷拔成形,之后直接使用。如此輪緣與支撐輥的圓面接觸,增大了表面。促使設備運行更加穩定且, 設備運行慣量大幅度降低;數控機床鋼筋籠滾焊機骨架圖轉動的同時由移動盤拖拽向后移動,盤筋不移動;數控機床鋼筋籠滾焊機直徑由相同直徑的模版精準控制,一個工程通常需要 2-7 種模版;數控機床鋼筋籠滾焊機成形機主筋間隔決定于人工事先在模版上布局的,與主筋根數相同數量的防水套管間隔;裝有多個液壓機支撐設備,防止灌注樁因重量而松馳;數控機床鋼筋籠滾焊機裝有多組分料盤,防止加工過程中主筋紊亂;
