
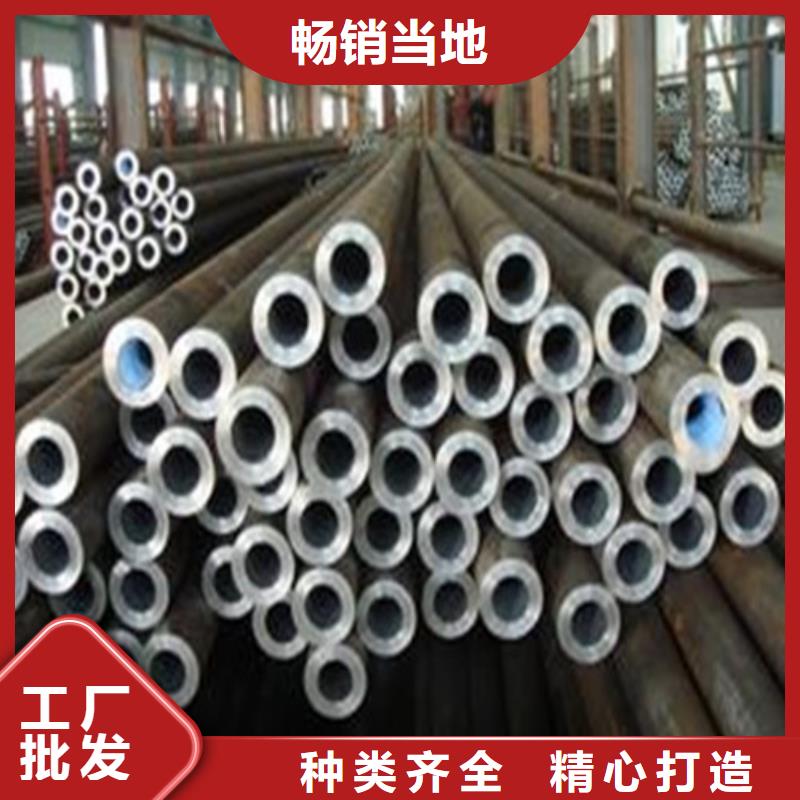





冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
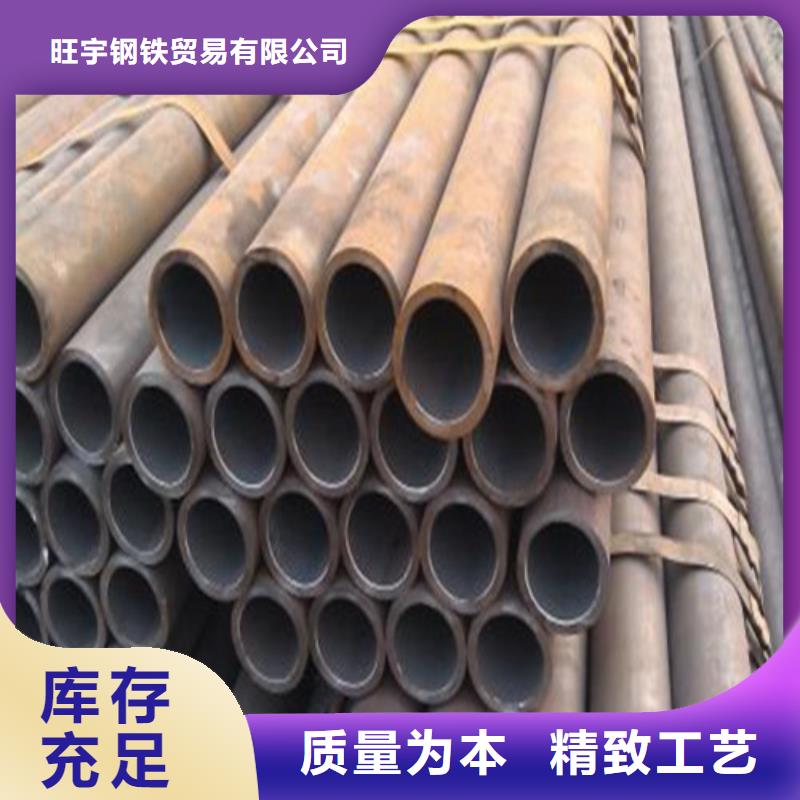
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
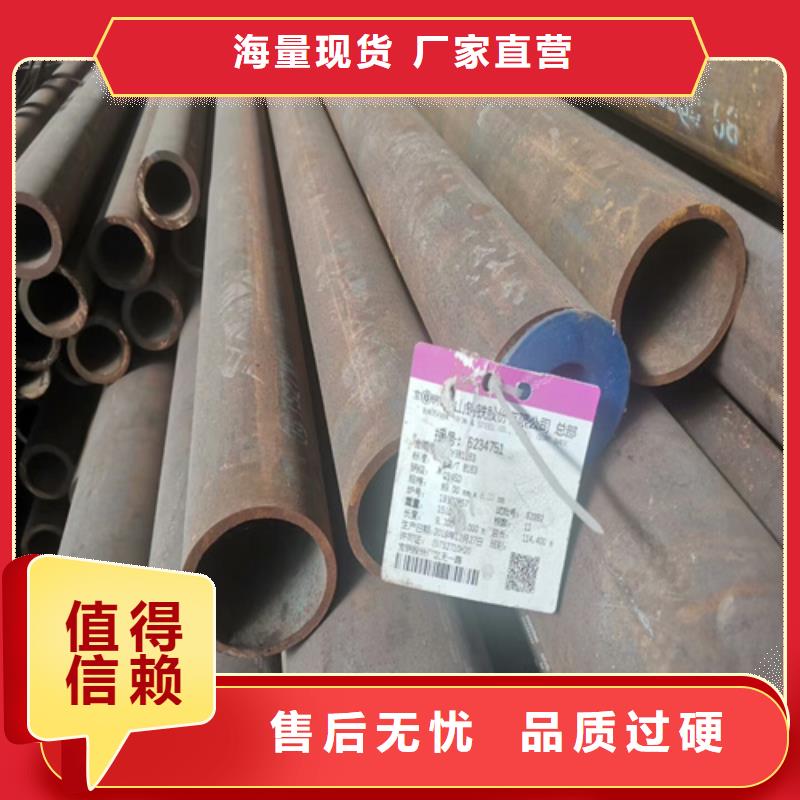
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
石油裂化用無縫鋼管(GB9948-2006)是適用于石油精煉廠的爐管、熱交換器和管道無縫鋼管。
7.地質鉆探用鋼管(YB235-70)是供地質部門進行巖心鉆探使用的鋼管,按用途可分為鉆桿、鉆鋌、巖心管、套管和沉淀管等。
8.金剛石巖芯鉆探用無縫鋼管(GB/T3423-82)是用于金剛石巖芯鉆探的鉆桿、巖心桿、套管的無縫鋼管。
9.石油鉆探管(YB528-65)是用于石油鉆探兩端內加厚或外加厚的無縫鋼管。鋼管分車絲和不車絲兩種,車絲管用接頭聯結,不車絲管用對焊的方法與工具接頭聯結。
10.船舶用碳鋼無縫鋼管(GB5312-2009)是制造船舶I級耐壓管系Ⅱ級耐壓管系、鍋爐及過熱器用的碳素鋼無縫鋼管。碳素鋼無縫鋼管管壁工作溫度不超過450℃,合金鋼無縫鋼管管壁工作溫度超過450℃。11.汽車半軸套管用無縫鋼管(GB3088-82)是制造汽車半軸套管及驅動橋橋殼軸管用的優質碳素結構鋼和合金結構鋼熱軋無縫鋼管。
一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
無縫鋼管其中過熱區組織由于焊接的溫度在1100℃以上,奧氏體晶粒急劇長大,冷卻后晶粒粗大,在一定的化學成分和冷速條件下還會形成硬而脆的晶相此外,由于溫度梯度的存在也會產生焊接應力。其綜合結果,焊縫區的綜合機械性能比母材低。焊管物理無縫化就是通過焊縫熱處理,達到應力、均化和細化組織、提高焊接熱影響區綜合機械性能的目的,而其根本目的是應力。焊管物理無縫化處理主要有兩種方法:焊縫局部處理法和整體加熱處理法。由于主要是焊縫熱影響區有硬化現象、機械性能低下,所以我們首先應考慮對焊縫熱影響區進行局部處理。
焊縫局部常化處理的方法是采用中頻感應加熱裝置將焊縫熱影響區加熱至約927。9℃,然后空冷至538℃以下,隨后水冷。對于直徑較小的鋼管,采用管坯整體加熱方式處理,然后空冷或在帶有可控氣氛的冷卻室中冷卻。以上講的是高頻直縫焊管的無縫化技術。
