






防腐襯膠管道設備的設計制造要求:
1. 防腐襯膠管道設備設計時,應為襯里厚度留出余量。
2. 設備的受襯表面應圓滑過渡。菱角和邊緣的圓弧半徑不小于5㎜,特殊要求不小于3㎜。
3. 襯里設備不應采用鉚接、螺栓、螺紋連接。特殊要求,可采用埋頭鉚釘鉚接。
4. 密封容器至少應設置二個人孔,人孔的直徑應不小于450㎜.
5. 設備不能采用外部加熱,設備內噴淋管和加熱裝置距襯里應不小于100㎜。噴淋管和導管引入的介質不能沖刷襯里面。

濱州鋼襯塑


襯膠管道工藝對金屬基體的要求如下:
橡膠襯里的設備基體結構力求簡單,襯里部位必須保證施工過程中手或工具能接觸到和看得見,為保證橡膠襯里層的質量,對基體要求如下:
(1)基體必須有足夠的強度和剛度,以免承受載荷后產生變形和破壞橡膠襯里層。受壓容器應有壓力容器檢驗合格證方可進行施工。
(2)襯膠的設備不應采用鉚接結構。必須鉚接時,用埋頭鉚釘,并應緊嵌入縫隙,不得高出設備表面。
(3)橡膠襯里設備表面要求平整光滑,不應有大于30mm的凹凸處。凡有棱角的部位,應呈圓弧過渡,其半徑應小于5mm,設備內有支承、檔板及附件時,焊接縫應打成圓角。
(4)橡膠襯里設備金屬殼體必須采用連續對接焊縫結構。突出襯膠層金屬表面焊縫高度不高于2mm,焊縫不應有氣孔、焊瘤、咬邊等現象。
(5)設備上的接管焊縫應圓滑平整,伸入設備內表面時,應采用雙面焊。
(6)大型密閉設備襯里時,從操作角度考慮,應設兩個人孔。
襯膠管道工藝流程:
設備及管件需噴砂除銹達到Sa2.5級,用壓縮空氣吹凈表面浮塵,然后涂刷一遍底膠漿。
設備缺陷處理→二次膠漿涂刷→三次膠漿涂刷貼襯→中間檢查→硫化→成品檢查→成品→修理
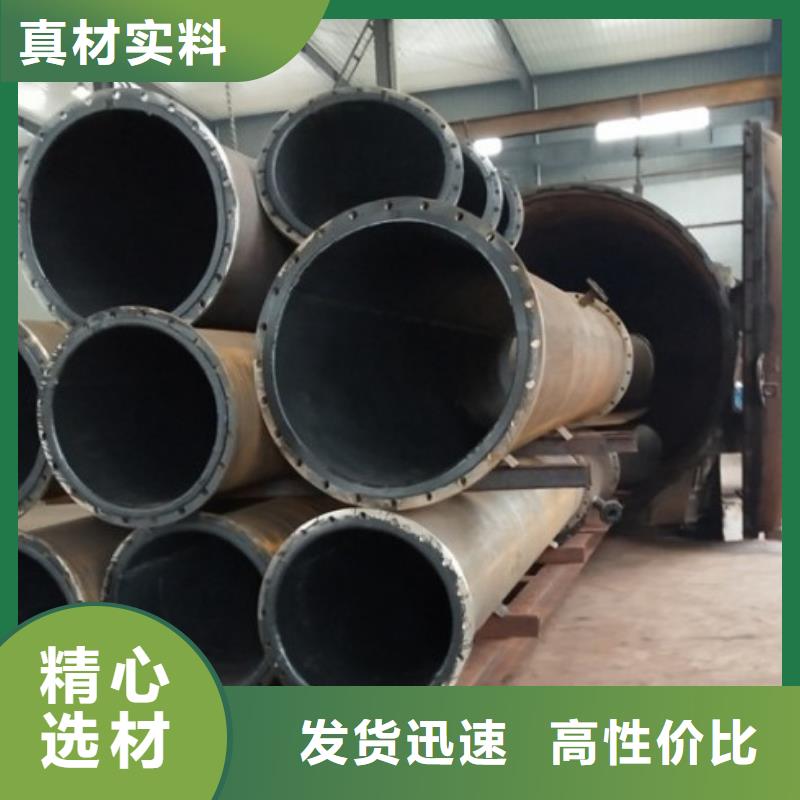
洛陽縱橫機械制造有限公司專注從事襯膠管道,防腐襯膠管道,耐磨襯膠管道,脫硫襯膠管道,化工襯膠管道,電廠襯膠管道,碳鋼襯膠管道,耐高溫襯膠管道,耐油襯膠管道,氯丁襯膠管道,丁基襯膠管道,低鈣鎂襯膠管道,罐體,槽體,塔體,非標件的設備襯膠及設備包膠的研發和生產。做為專業的襯膠管道生產廠家,以合理的襯膠管道價格,為客戶提供優質的耐磨防腐襯膠管道及襯膠管件產品及完善的技術服務.公司多年逐步發展為大型高新技術企業,質量可靠,性價比高,受到客戶一致好評!



縱橫機械制造有限公司可定制各種型號 山東濱州鋼襯塑大量現貨,當天即可發貨,歡迎咨詢。



