




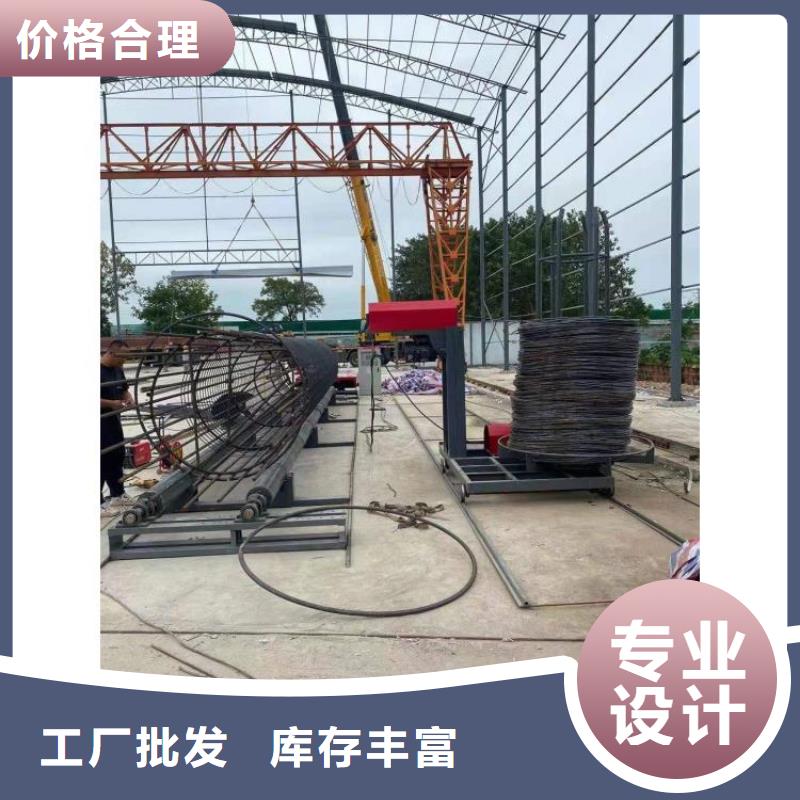
鋼筋籠滾籠機箍筋是如何進行的用以生產加工環形的灌注樁,長短能夠超過30米左右,直徑2.5米。灌注樁周邊為螺旋狀電焊焊接箍筋,箍筋間隔能夠由程序流程事先設置。本機器設備具備下列優勢:(1)機器設備只需1人實際操作;(2)?高品質:電子計算機自動控制系統能夠保證縱向鋼筋很好地屬在這條平行線上;(3)電子計算機自動控制系統能夠操縱螺旋式筋間隔,灌注樁不容易出現扭曲狀況。(4)具備機器人焊接,保持全自動電焊焊接。
鋼筋籠滾籠機在試運轉的全過程中留意查驗零部件部件是否有出現異常的震動響聲,查驗各工裝夾具是不是處在一切正常的工作態度,查驗準確無誤后只能一切正常運作工作中。在滾籠機工作中的全過程中人們應當立即的觀查管理狀況,若有異常現象的產生務必關機開展維修,防止導致大的常見故障。在應用滾籠機時人們應當立即搞好清理維護保養工作中,每季度對必須潤化位置充注潤滑脂以確保滾籠機的一切正常運作。灌注樁繞筋機械加工覆蓋面廣,合適各種各樣主筋箍筋總數、方式、型號規格、尺寸、長短的設計方案規定,不容易由于機器設備作用危害灌注樁設計方案或不可以上機操作生產制造。專業化工作沒受人為失誤危害,長期工作中可平穩不會改變。品質平穩。灌注樁繞筋機作出的商品結構緊湊,造型設計美觀大方。成形更快,待工情況2個可全線生產制造,一切正常負荷4人每天可生產制造12-30多節灌注樁。

鋼筋籠繞筋機怎么使用及使用說明。模塊化設計包括了以往所說的部件化、通用化及設計過程中的軟件模塊化。設計軟件的模塊化可以使各個不同的系統或部件在計算機上進行拼裝和改變參數,從而大大加快了新產品的設計開發進度。信息技術與全球經濟一體化,為工程機械制造業的虛擬化制造創造了條件。在工程機械的各大跨國公司中,一個明顯的趨勢是制造商集中力量做好開發研究和設備組裝,不再制造零部件,而把它推給零部件供應商。鋼筋籠繞筋機產品主機制造商與零部件供應商及科研開發機構相互協作,發揮各方的主創精神,共同研制和生產適銷對路的產品。 鋼筋籠滾籠機

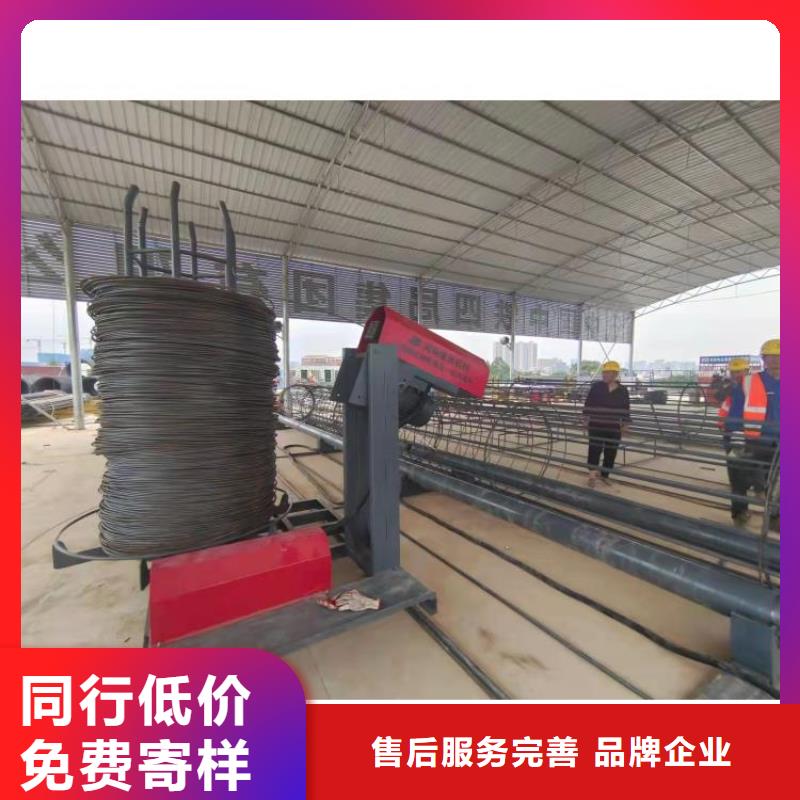
鋼筋籠繞筋機特點:鋼筋籠繞筋機自動化程度高。采用計算機控制、屏進行操作,速度、行走速度均為無級可調,加配自動焊接手,可實現自動焊接。2.焊接速度快。采用自動焊接手,1-2秒即可焊接一個焊點。相對人工,加工效率3至4倍。3.。焊點可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。4.勞動強度低。只需2-3人即可完成設備整體操作,在生產大直徑鋼筋籠時優勢尤為顯著。 鋼筋籠滾籠機鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。
福建數控鋼筋籠滾焊機加工定制 jmc
鋼筋籠滾籠機一。鋼筋籠制作人員配置及效率1、人員配置:正常情況下,3-5人一班,即可作業。 1 變換規格調節滑塊位置時,一定要確認螺栓已緊固,以免焊接過程中滑塊飛出,造成事故。2 當設備運行出現異常時,應立即停車檢查故障原因所在,待故障排除之后在重新起車焊接。GJL3000型鋼筋籠成型機主機是采用傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全。 二。由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。在維修或調整設備(包括調節行程開關及接近開關位置)應將設備的所有電源全 部切斷,方可進行調節或維修,嚴禁在設備帶電狀態下進行調整。 設備通電啟動前必須確保所有人員應遠離設備(包括環筋的供筋系統,不得 跨越以免發生危險)
<福建>建貿機械設備有限公司鋼筋籠滾籠機 4、依據設計構思間隔調節主筋部位,箍筋根據在成形機中鍵入的間隔,全自動圍繞;箍筋與主筋的聯接,選用二氧化碳維護電焊焊接(別名二保焊)紅梅花形碰焊,降低焊穿,確保聯接品質。5、每節灌注樁制做進行后,下節灌注樁在成形機上開展組拼,組拼及格后吊離上每節灌注樁,確保各種電氣灌注樁的連接精密度。6、生產加工好的灌注樁在儲放區運送至灌注樁儲放區,設定契形馬鐙固定不動兩邊,避免建筑鋼筋翻轉。7、將制做好的灌注樁在儲放居民區進行耳筋混泥土水泥墊塊安裝,符合要求后,由新項目初入職場專業技術人員開展自查,確定考慮標準規定后報關報檢并懸架灌注樁標識標牌,標明工程施工位置、生產加工時間、分節總數及單節長短等。
