

別再錯(cuò)過任何細(xì)節(jié)!花費(fèi)一分鐘觀看無縫鋼管,20#無縫管批發(fā)貨源產(chǎn)品視頻,讓您的購(gòu)買決策更加明智。
以下是:無縫鋼管,20#無縫管批發(fā)貨源的圖文介紹
貨源")
貨源")
鋼管理化性能:常溫力學(xué)性能、高溫力學(xué)性能、低溫性能、抗腐蝕性能。鋼管的理化性能主要取決于鋼的化學(xué)成分,組織結(jié)構(gòu)和鋼的純凈度以及鋼管的熱處理方式等。鋼管工藝性能:壓扁、擴(kuò)口、卷邊、彎曲、焊接等。鋼管金相組織:低倍組織(宏觀)、高倍組織(微觀) M、B、P、F、A、S鋼管特殊要求:合同附件、技術(shù)協(xié)議。 無縫鋼管質(zhì)量檢驗(yàn)方法:化學(xué)成分分析:化學(xué)分析法、儀器分析法(紅外C—S儀、直讀光譜儀、zcP等)。紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、AW、V、Ti、B、Nb、As、Sn、Sb、Pb、BiN—0儀:氣體含量分析N、O,鋼管幾何尺寸及外形檢查:鋼管壁厚檢查:千分尺、超聲測(cè)厚儀,兩端不少于8點(diǎn)并記錄。鋼管外徑、橢圓度檢查:卡規(guī)、游標(biāo)卡尺、環(huán)規(guī),測(cè)出 點(diǎn)、小點(diǎn)。鋼管長(zhǎng)度檢查:鋼卷尺、人工、自動(dòng)測(cè)長(zhǎng)。鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細(xì)線測(cè)每米彎曲度、全長(zhǎng)彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺、卡板。鋼管表面質(zhì)量檢查:人工肉眼檢查:照明條件、標(biāo)準(zhǔn)、經(jīng)驗(yàn)、標(biāo)識(shí)、鋼管轉(zhuǎn)動(dòng)。無損探傷檢查:超聲波探傷UT:對(duì)于各種材質(zhì)均勻的材料表面及內(nèi)部裂紋缺陷比較敏感。渦流探傷ET:(電磁感應(yīng))主要對(duì)點(diǎn)狀(孔洞形)缺陷敏感。 標(biāo)準(zhǔn):GB/T 7735-2004c. 磁粉MT和漏磁探傷:磁力探傷,適用于鐵磁性材料的表面和近表面缺陷的檢測(cè)。d. 電磁超聲波探傷:不需要耦合介質(zhì),可以應(yīng)用于高溫高速,粗燥的鋼管表面探傷。e. 滲透探傷:熒光、著色、檢測(cè)鋼管表面缺陷。4.鋼管理化性能檢驗(yàn):
貨源")
貨源")
貨源")
云鵬金屬制品有限公司從事 汕頭龍湖薄壁無縫鋼管產(chǎn)品研發(fā)與制造多年,積累了豐富的 汕頭龍湖薄壁無縫鋼管行業(yè)經(jīng)驗(yàn),為客戶提供獨(dú)到的解決方案,以誠(chéng)信、實(shí)力和產(chǎn)品質(zhì)量獲得業(yè)界的認(rèn)可!
貨源")
貨源")
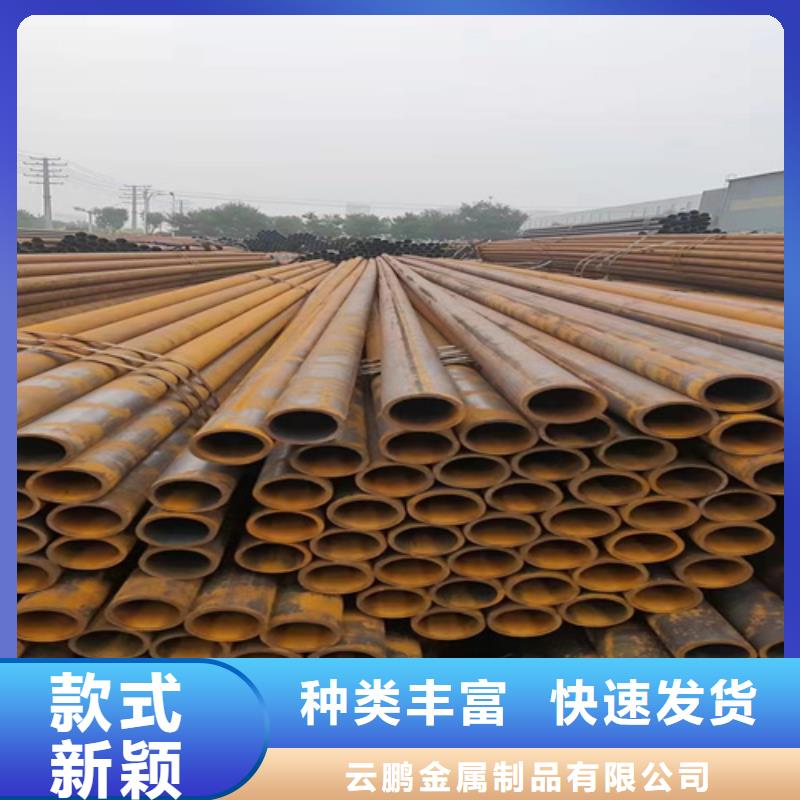
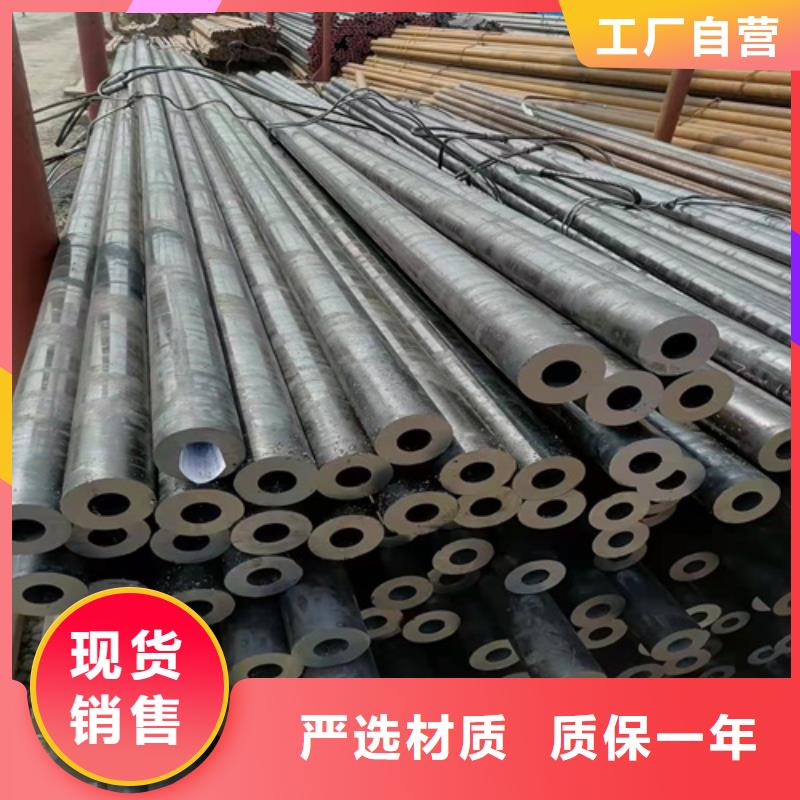
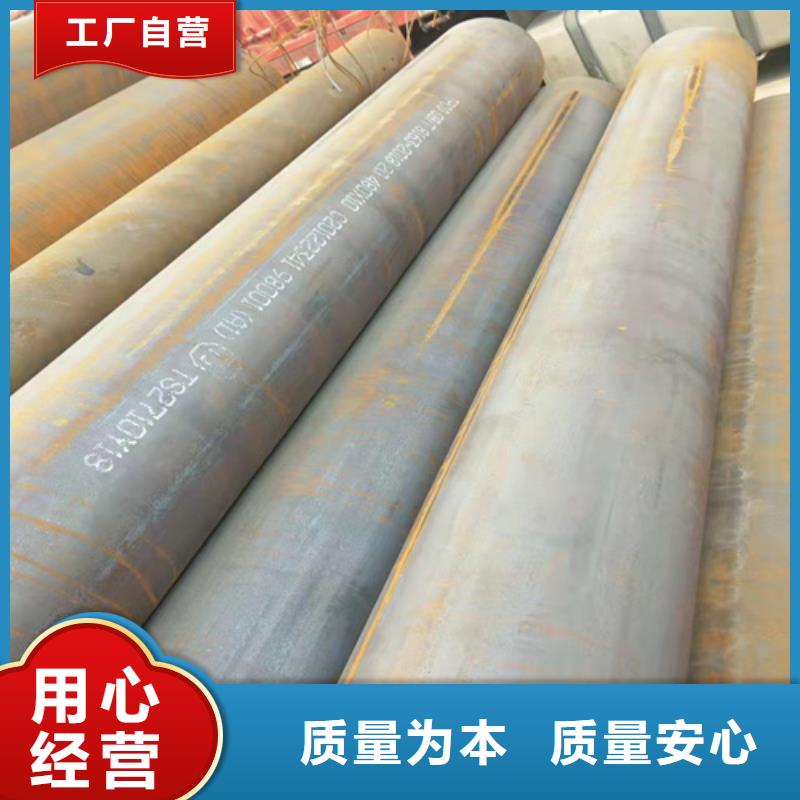
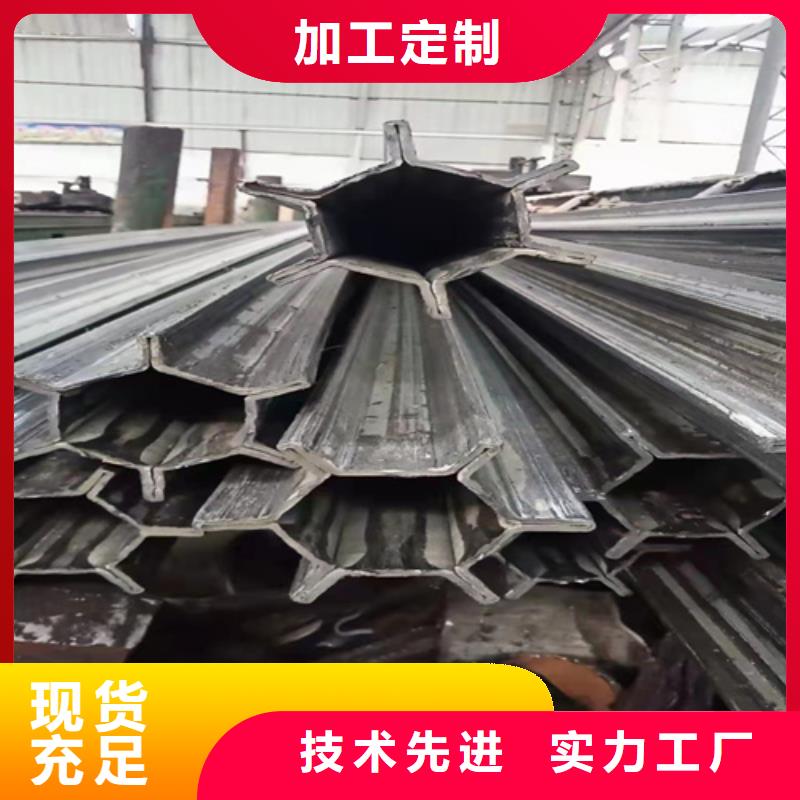
一般的無縫鋼管的生產(chǎn)工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產(chǎn)流程一般要比熱軋要復(fù)雜,管坯首先要進(jìn)行三輥連軋,擠壓后要進(jìn)行定徑測(cè)試,如果表面沒有響應(yīng)裂紋后圓管要經(jīng)過割機(jī)進(jìn)行切割,切割成長(zhǎng)度約一米的坯料。然后進(jìn)入退火流程,退火要用酸性液體進(jìn)行酸洗,酸洗時(shí)要注意表面是否有大量的起泡產(chǎn)生,如果有大量的起泡產(chǎn)生說明鋼管的質(zhì)量達(dá)不到相應(yīng)的標(biāo)準(zhǔn)。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。 熱軋無縫鋼管的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過熱處理后進(jìn)行交貨。熱軋無縫鋼管在經(jīng)過質(zhì)檢后要經(jīng)過工作人員的嚴(yán)格的手工挑選,在質(zhì)檢后要進(jìn)行表面涂油,然后緊接著是多次的冷拔實(shí)驗(yàn),熱軋?zhí)幚砗笠M(jìn)行穿孔的實(shí)驗(yàn),如果穿孔擴(kuò)徑過大就要進(jìn)行矯直矯正。在矯直后再由傳送裝置傳送到探傷機(jī)進(jìn)行探傷實(shí)驗(yàn), 貼上標(biāo)簽、進(jìn)行規(guī)格編排后放置到到倉(cāng)庫(kù)當(dāng)中。
貨源")
貨源")
貨源")
特征:在鋼管的內(nèi)表面上呈直線或螺旋形的鋸齒狀缺陷。對(duì)于高合金鋼管,這種缺陷呈不規(guī)則的塊狀,分布在進(jìn)口處。如果由于定心產(chǎn)生的內(nèi)折,一般為半圈到一圈,且在頭部。 頂頭前壓下量過大。頂頭磨損嚴(yán)重。在穿孔過程中坯料中心部分的金屬承受強(qiáng)烈的交變應(yīng)力作用因而在碾軋時(shí)荒管內(nèi)壁易出現(xiàn)內(nèi)折。高合金鋼管進(jìn)口處的內(nèi)折則由于穿孔時(shí)軋輥受力不均所致。 四、外折迭,特征:無縫鋼管的外表面上呈螺旋形的折迭,其螺旋的方向與荒管在穿孔機(jī)上的螺旋方向相反,且螺距較大。 管坯表面上殘存著裂紋或者耳子等缺陷。 鋼質(zhì)不良,有夾雜物或者嚴(yán)重的疏松。 五、軋制折迭,特征:無縫鋼管的外表面上呈規(guī)律性的折迭缺陷。 主要是由于穿孔機(jī)軋輥或軋管機(jī)軋輥的損傷造成的。 六、扎折,特征:軋制中,金屬進(jìn)入軋輥的間隙或管子失去穩(wěn)定性,使之形成曲折,經(jīng)定徑后在鋼管的表面上呈局部的凸起、凹入的皺折。 均整機(jī)出口管徑大于定、減徑機(jī)孔型。 調(diào)整不正確,軋輥錯(cuò)位,中心線不一致等。
貨源")
點(diǎn)擊查看云鵬金屬制品有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
