


想要更直觀地了解【珩磨管珩磨管報價源廠供貨】產品的特點和功能嗎?我們為您準備了視頻介紹,相較于圖文,視頻更能讓您輕松掌握產品的核心賣點。
以下是:【珩磨管珩磨管報價源廠供貨】的圖文介紹
液壓油缸管,是液壓機械有限公司(無錫分公司)主營產品,品質好價格優,貨源庫存充足,歡迎詢價!


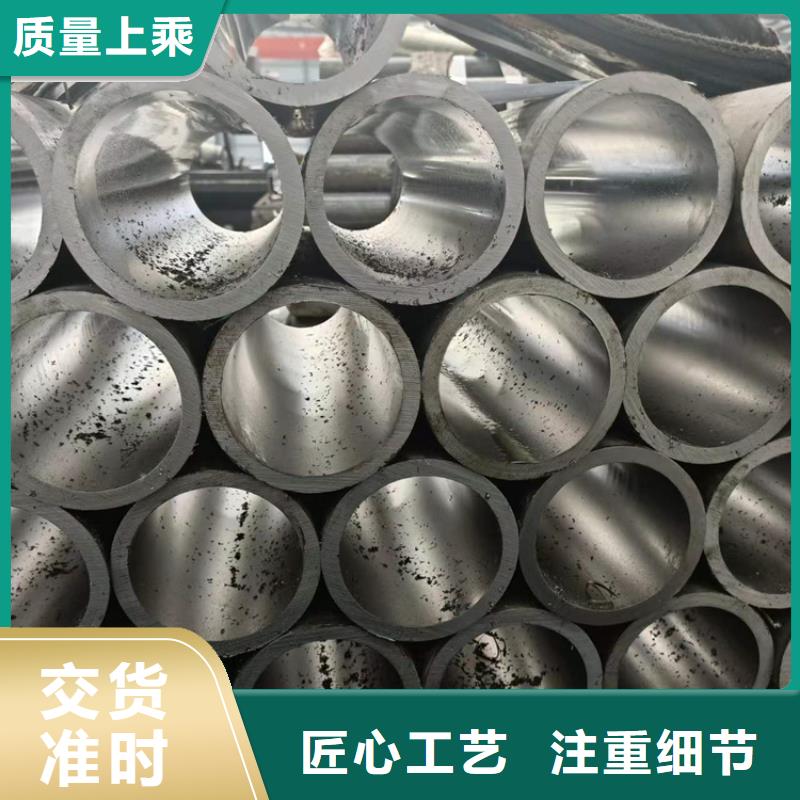
企業旺旺珩磨管絎磨管油缸管珩磨管是通過珩磨工藝加工而成的管材,因為珩磨管 的特點就是有良好的表面光潔度以及耐磨性,因為將在珩磨管管材表面形成了一定角度的交叉網紋,這些網紋里可以存留一定的油起到潤滑的作用,從而減少磨檫,延長管材的使用壽命。不僅如此,珩磨管的工藝要求海上救護很高的,尤其是一些中小型珩磨管的小孔,其圓柱度可達0.001毫米以內。而對于一些壁厚不均勻的零件,其圓度能達到0.002毫米。但是珩磨管一般只能提高被加工件的形狀精度,要想提高零件的位置精度就需要采取一些必要的措施。



珩磨管絎磨管油缸管珩磨管的定壓過程1、脫落切削階段,這種定壓珩磨,開始時由于孔壁粗糙,油石與孔壁接觸面積很小,接觸壓力大,孔壁的凸出部分很快被磨去。而油石表面因接觸壓力大,加上切屑對油石粘結劑的磨耗,使磨粒與粘結劑的結合強度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率下降。同時切下的切屑小而細,這些切屑對粘結劑的磨耗也很小。因此,油石磨粒脫落很少,此時磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端負荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續珩磨時油石和孔表面的接觸面積越來越大,極細的切屑堆積于油石與孔壁之間不易清理,造成油石堵塞,變得很光滑。因此油石切削能力低,相當于拋光。若繼續珩磨,油石堵塞嚴重而產生粘結性堵塞時,油石失去切削能力并嚴重發熱,孔的精度和表面粗糙度均會受到影響。此時應盡快結束珩磨。


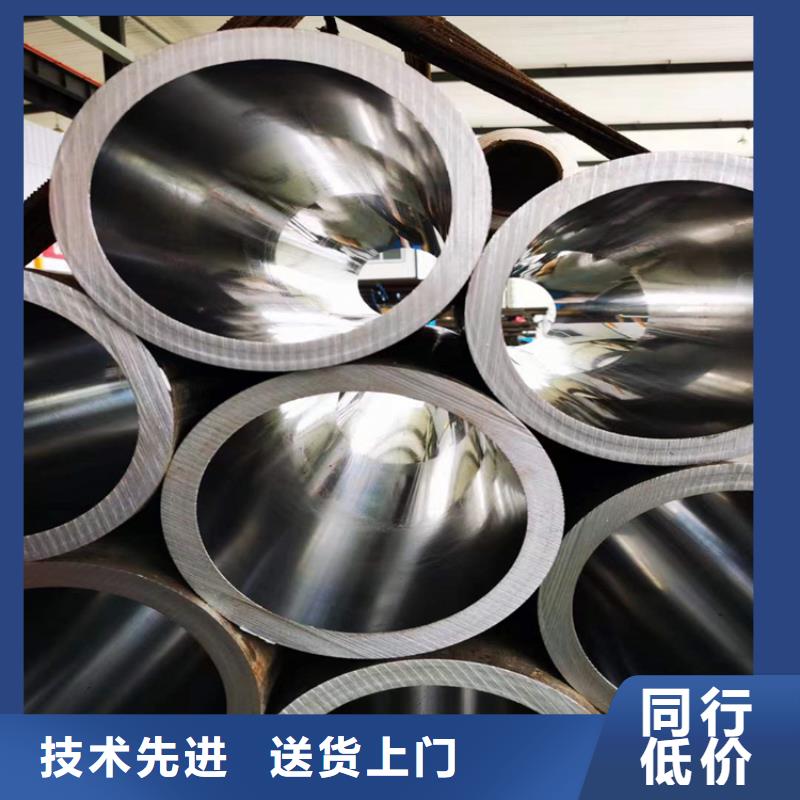
珩磨管絎磨管油缸管怎樣修復珩磨管的表面缺陷1、加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2、優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3、熱軋管內孔缺陷清理珩磨管的基本構成液壓油缸缸筒是珩磨管的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后需要更換端蓋。



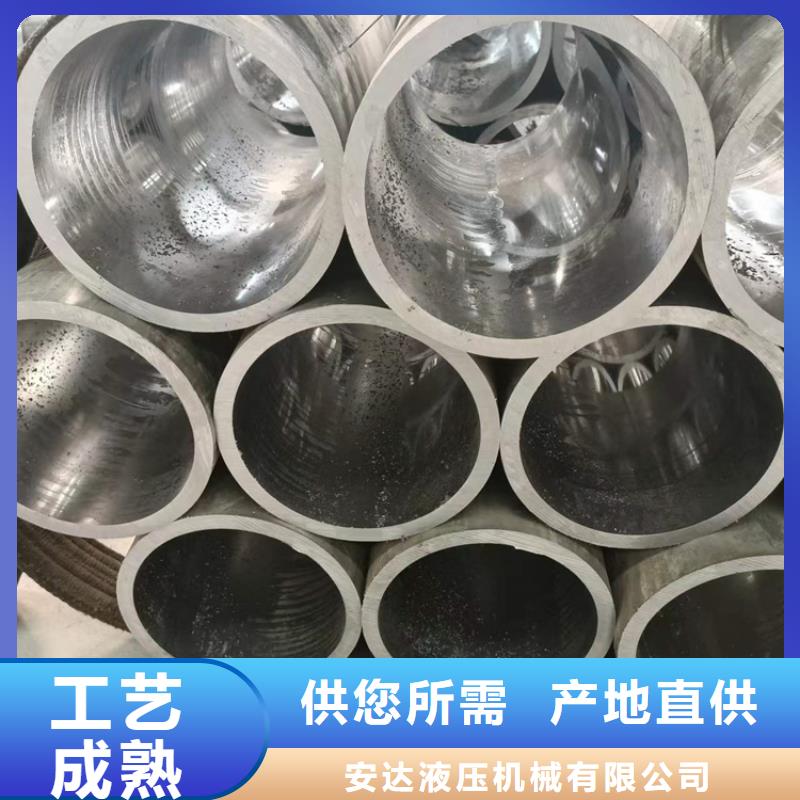
珩磨管絎磨管油缸管液壓油缸要防銹,因為液壓油缸的活塞部分在工作狀態中珩磨油缸管是要伸出油缸的,自然就會受到氧化物的、酸性氣體的侵蝕,因此要采取一些措施進行防銹,以免重要部件受侵蝕而被損壞。還要開箱換油。因為長時間使用,難免會有異物進入液壓油缸中,這樣在使用中就會發生摩擦增大現象,另外,液壓油也是有一定的使用壽命,長時間不換油會損壞或者侵蝕液壓油缸內部。珩磨管屬于無縫鋼管的深加工產品,內孔精度高,光潔度高,耐磨性好,主要用來加工生產各種液壓設備,同時也能為煤礦等生產企業提供配套的液壓配件。無縫管是一種具有中空截面、周邊沒有接縫的長條鋼材。按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。

