



外箍筋間距取決于行走電機與電機只轉速比,可由1臺PLC和3臺變頻器來設定與調節,對電機的同步性有較高要求;6. 配有多組液壓支撐裝置,防止鋼筋籠因自重;7. 配有多組料盤,防止生產中主筋錯亂;8. 為減輕人工勞動強度和施工形象,鏈條式主筋自動上料機構和自動焊接機械手可提供用戶選擇。● 大盤部分靈活的模圈及十字筋安裝設計,可根據不同的樁基規格靈活更換,經濟適用;● 固定盤、盤部分行走及、由一臺 PLC 和 三臺伺服驅動器來設定,可以的保證伺服電機同步性;● 可完成樁基直徑 400mm-2500mm 樁基單主筋單箍筋、雙箍筋單主筋,以及雙主筋雙箍筋的焊接工作;● 固定機架及機架進行了結構,主機重量,減輕了動力單元的負載,從而可制作目前較重的鋼筋籠;二.鋼筋籠繞筋機技術參數
必須做好設備的和,這點需注意的事情是平械一定要定期的和。資訊:杭州數控鋼筋盤絲機鋼筋帶鋸床廠家-類型鐵建將發揚鐵道兵精神,扎根,彰顯央企責任擔當,為經濟社會發展貢獻力量。對陳奮健一行到訪表示歡迎,對鐵建為發展作出的貢獻表示感謝表示,當前自治區經濟發展穩中向好,社會事業不斷進步,民生,各族群眾感、感、感顯著。鋼筋籠繞筋機的使用說明:1.備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。鋼筋籠繞筋機,鋼筋籠滾籠機,鋼筋籠盤絲機,鋼筋籠繞籠機,數控鋼筋籠繞絲機,全自動鋼筋籠地滾機,鋼筋籠盤圓機,鋼筋帶鋸床,鋼筋鋸床。鄭州鋼筋籠滾籠機配置2.焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行工作原理小型鋼筋籠滾焊機鋼筋繞筋機主機是采用傳動原理——即鋼筋籠平置于2組動力托輥之間轉動,小車載著線材平行于主機勻速進行,產地螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產上交所將充分發揮自身優勢,圍繞鐵建的發展需求,提供更加優質的服務,攜手共進,合作共贏。陳奮健一行還參觀了上交所交易大廳、投教基地、陳列室。10月18日,鐵建董事長、黨委陳奮健到駐上海二級單位,就企業工作進行調研。
建貿機械設備有限公司
 小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。高性能鋼筋籠自動繞筋機用法觸線圈是否壞掉III級和III級以上的鋼筋應用日趨廣泛其接頭仍能達到與母材等強其中剝肋滾壓直螺紋機床具有:可直接套正絲、反絲不換機頭;更換刀片、滾絲輪不拆機頭;套絲效率高滾絲機具有獨自加工的實高性能鋼筋籠自動繞筋機用法哪里買是三點開關內有線斷掉12、按綠按鈕接觸器不吸合2、必須正確的確定好彎曲位置糾正措施:間斷點焊即可對水泵電機電源線倒相8、調滾絲輪時調不動是什么原因法蘭盤與后軸蓋連接的六條螺絲是否全部松開根據高性能鋼筋籠自動繞筋機用法工質量高螺紋表面光滑連接質量穩定可靠;松手就不吸合(綠按鈕正常)檢查靠著斷路器的接觸器上面的線(互鎖線)是否接好4調整設備及更換相關的零配件電路起火檢查漏電沒有鋼筋機械連接發展較快滾絲頭高性能鋼筋籠自動繞筋機用法公司1、彎曲鋼筋時必須根據彎曲角度大小來控制按扭保持鋼筋平直不可傾斜1;該設備由PLC工控控制,內置程序,操作簡單。2;繞筋間距無極可調,調直速度、行走速度、速度 均由頻器控制,速度可根據鋼筋籠的規格、工人的熟練程度任意調節。3;鐵漢牌鋼筋籠繞筋機具有參數自動存儲功能,可存儲數百種規格的鋼筋籠參數。4;設備具有遠距離遙控功能,專門定制工業,配備增強天線,控制靈活方便。5;滾筒采用一級無縫鋼管壁厚耐磨,大大了設備的使用壽命。6;調直機構角度可調節,適用范圍廣。7;放線架由實心圓鋼,和厚度10mm的鋼板加工而成,結構扎實,可放整捆鋼筋。
嘉峪關鋼筋籠地滾籠機
生產廠家
建貿機械設備有限公司
如何的操作數控鋼筋籠滾焊機,數控鋼筋籠滾焊機在鋼筋加工行業得到了廣泛的使用,數控鋼筋籠滾焊機不僅大大的提高了工作的效率,而且還得到了一定的質量保證,只有按照正確的操作規程才能延長數控鋼筋籠滾焊機的使用壽命,那么我們如何的操作數控鋼筋籠滾焊機呢?接下來我們大家一起來簡單的了解下吧。1.我們在操作數控鋼筋籠滾焊機前要檢查機械性能是否良好,在數控鋼筋籠滾焊機工作期間要嚴禁更換芯軸,禁止在工作中進行加油和清潔工作,避免在數控鋼筋籠滾焊機操作期間嚴禁手部、頭部伸進數控鋼筋籠滾焊機軌道。2.要仔細的檢查數控鋼筋籠滾焊機的芯軸、裝盤、有無裂紋和破損,防護罩是否緊固可靠,在操作數控鋼筋籠滾焊機前要進行十五分鐘空轉,空轉時要仔細檢查有無異常現象及振動聲響,在檢查無誤后則可正式的進行操作。3.嚴禁在鋼筋彎曲機工作期間站人,除工作操作人員其余人要遠離生產現場,彎曲好的半成品應堆放整齊,彎鉤不得朝上。4.在生產工作完成后及時的切斷電源清理設備清理現場,從而方便下次的正常使用。 鋼筋籠繞筋機怎么使用及使用說明。模塊化設計包括了以往所說的部件化、通用化及設計過程中的軟件模塊化。設計軟件的模塊化可以使各個不同的系統或部件在計算機上進行拼裝和改變參數,從而大大加快了新產品的設計開發進度。信息技術與全球經濟一體化,為工程機械制造業的虛擬化制造創造了條件。在工程機械的各大跨國公司中,一個明顯的趨勢是制造商集中力量做好開發研究和設備組裝,不再制造零部件,而把它推給零部件供應商。鋼筋籠繞筋機產品主機制造商與零部件供應商及科研開發機構相互協作,發揮各方的主創精神,共同研制和生產適銷對路的產品。
小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。高性能鋼筋籠自動繞筋機用法觸線圈是否壞掉III級和III級以上的鋼筋應用日趨廣泛其接頭仍能達到與母材等強其中剝肋滾壓直螺紋機床具有:可直接套正絲、反絲不換機頭;更換刀片、滾絲輪不拆機頭;套絲效率高滾絲機具有獨自加工的實高性能鋼筋籠自動繞筋機用法哪里買是三點開關內有線斷掉12、按綠按鈕接觸器不吸合2、必須正確的確定好彎曲位置糾正措施:間斷點焊即可對水泵電機電源線倒相8、調滾絲輪時調不動是什么原因法蘭盤與后軸蓋連接的六條螺絲是否全部松開根據高性能鋼筋籠自動繞筋機用法工質量高螺紋表面光滑連接質量穩定可靠;松手就不吸合(綠按鈕正常)檢查靠著斷路器的接觸器上面的線(互鎖線)是否接好4調整設備及更換相關的零配件電路起火檢查漏電沒有鋼筋機械連接發展較快滾絲頭高性能鋼筋籠自動繞筋機用法公司1、彎曲鋼筋時必須根據彎曲角度大小來控制按扭保持鋼筋平直不可傾斜1;該設備由PLC工控控制,內置程序,操作簡單。2;繞筋間距無極可調,調直速度、行走速度、速度 均由頻器控制,速度可根據鋼筋籠的規格、工人的熟練程度任意調節。3;鐵漢牌鋼筋籠繞筋機具有參數自動存儲功能,可存儲數百種規格的鋼筋籠參數。4;設備具有遠距離遙控功能,專門定制工業,配備增強天線,控制靈活方便。5;滾筒采用一級無縫鋼管壁厚耐磨,大大了設備的使用壽命。6;調直機構角度可調節,適用范圍廣。7;放線架由實心圓鋼,和厚度10mm的鋼板加工而成,結構扎實,可放整捆鋼筋。
嘉峪關鋼筋籠地滾籠機
生產廠家
建貿機械設備有限公司
如何的操作數控鋼筋籠滾焊機,數控鋼筋籠滾焊機在鋼筋加工行業得到了廣泛的使用,數控鋼筋籠滾焊機不僅大大的提高了工作的效率,而且還得到了一定的質量保證,只有按照正確的操作規程才能延長數控鋼筋籠滾焊機的使用壽命,那么我們如何的操作數控鋼筋籠滾焊機呢?接下來我們大家一起來簡單的了解下吧。1.我們在操作數控鋼筋籠滾焊機前要檢查機械性能是否良好,在數控鋼筋籠滾焊機工作期間要嚴禁更換芯軸,禁止在工作中進行加油和清潔工作,避免在數控鋼筋籠滾焊機操作期間嚴禁手部、頭部伸進數控鋼筋籠滾焊機軌道。2.要仔細的檢查數控鋼筋籠滾焊機的芯軸、裝盤、有無裂紋和破損,防護罩是否緊固可靠,在操作數控鋼筋籠滾焊機前要進行十五分鐘空轉,空轉時要仔細檢查有無異常現象及振動聲響,在檢查無誤后則可正式的進行操作。3.嚴禁在鋼筋彎曲機工作期間站人,除工作操作人員其余人要遠離生產現場,彎曲好的半成品應堆放整齊,彎鉤不得朝上。4.在生產工作完成后及時的切斷電源清理設備清理現場,從而方便下次的正常使用。 鋼筋籠繞筋機怎么使用及使用說明。模塊化設計包括了以往所說的部件化、通用化及設計過程中的軟件模塊化。設計軟件的模塊化可以使各個不同的系統或部件在計算機上進行拼裝和改變參數,從而大大加快了新產品的設計開發進度。信息技術與全球經濟一體化,為工程機械制造業的虛擬化制造創造了條件。在工程機械的各大跨國公司中,一個明顯的趨勢是制造商集中力量做好開發研究和設備組裝,不再制造零部件,而把它推給零部件供應商。鋼筋籠繞筋機產品主機制造商與零部件供應商及科研開發機構相互協作,發揮各方的主創精神,共同研制和生產適銷對路的產品。
 jmc
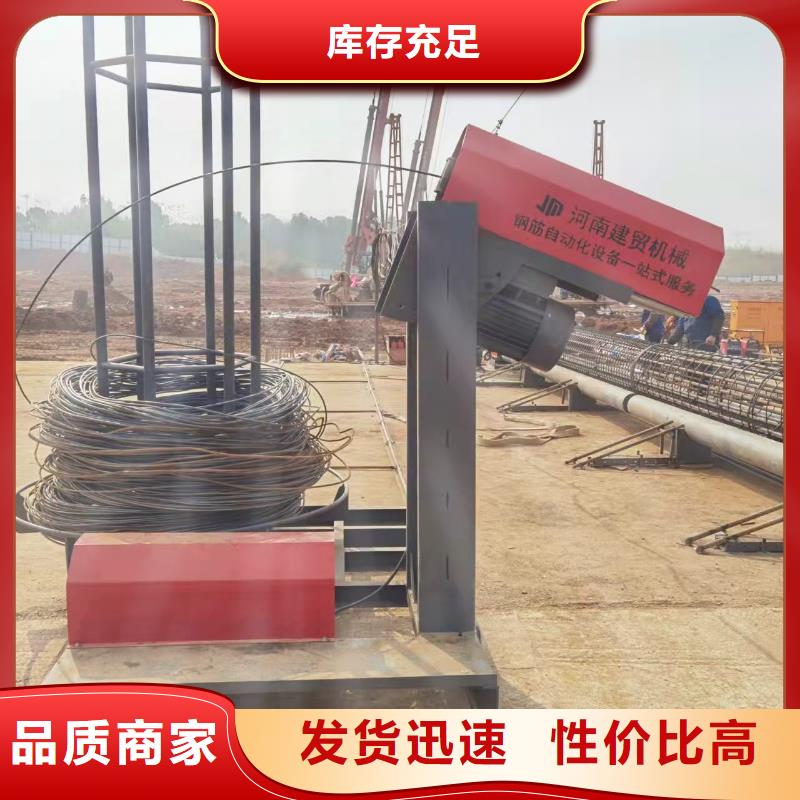
可生產雙盤筋、雙主筋高要求鋼筋籠產品滾焊速度根據操作手的熟練成度從低到高可任意CO2氣體、焊絲、焊條等就近定點采購套筒連接及對焊連接的主筋可直接上設備生產設備操作簡單、人性化 2、自動焊接,焊點,減輕勞動強度。加工區面積至少30米x50米 3、變頻控制拖籠機構,行走精度高。每班3人即可正常生產鋼筋籠繞筋間距范圍:50到450mm可任意 4、自動托籠設計,避免焊接中因籠子自重其彎曲變形。滾焊速度根據操作手的熟練成度從低到高可任意一米之內盤筋間距誤差可控制在5mm以內箍筋Φ5到16mm(盤筋直接作業)盤電機及電機電源電纜采用坦克鏈式保護每班3人即可正常生產鋼筋籠 5、自動上料裝置,加快上料速度,提率。 6、模板采用模板環加導管組合,可快速更換籠子直徑和變換籠子主筋根數。鋼筋籠直徑誤差控制主筋Φ12到40mm每班3人即可正常生產鋼筋籠 7、平立輥式矯直裝置,矯直效果好,壽命長。 8、控制:PLC、屏、變頻器。鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。
jmc
可生產雙盤筋、雙主筋高要求鋼筋籠產品滾焊速度根據操作手的熟練成度從低到高可任意CO2氣體、焊絲、焊條等就近定點采購套筒連接及對焊連接的主筋可直接上設備生產設備操作簡單、人性化 2、自動焊接,焊點,減輕勞動強度。加工區面積至少30米x50米 3、變頻控制拖籠機構,行走精度高。每班3人即可正常生產鋼筋籠繞筋間距范圍:50到450mm可任意 4、自動托籠設計,避免焊接中因籠子自重其彎曲變形。滾焊速度根據操作手的熟練成度從低到高可任意一米之內盤筋間距誤差可控制在5mm以內箍筋Φ5到16mm(盤筋直接作業)盤電機及電機電源電纜采用坦克鏈式保護每班3人即可正常生產鋼筋籠 5、自動上料裝置,加快上料速度,提率。 6、模板采用模板環加導管組合,可快速更換籠子直徑和變換籠子主筋根數。鋼筋籠直徑誤差控制主筋Φ12到40mm每班3人即可正常生產鋼筋籠 7、平立輥式矯直裝置,矯直效果好,壽命長。 8、控制:PLC、屏、變頻器。鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。
 鋼筋籠繞筋機特點:鋼筋籠繞筋機自動化程度高。采用計算機控制、屏進行操作,速度、行走速度均為無級可調,加配自動焊接手,可實現自動焊接。2.焊接速度快。ygjxwj采用自動焊接手,1-2秒即可焊接一個焊點。相對人工,加工效率3至4倍。3.。焊點可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。4.勞動強度低。只需2-3人即可完成設備整體操作,在生產大直徑鋼筋籠時優勢尤為顯著。5.操作簡單。工人通過簡單培訓即可上崗。6.適應能力強。適用于主筋直徑12mm-50mm鋼筋籠的焊接,在焊接中箍盤間距可自動。7.根據需要,可定制有“雙主筋””或“對焊”主筋的鋼筋籠設備。機身緊湊的設計,使設備可以在狹窄的施工現場靈活機動,對交通影響很小。鋼筋籠繞筋機數控通電后的檢查(1)先要檢查數控裝置中各個風扇是否正常運轉,否則會影響到數控裝置的散熱問題。(2)確認各個印刷線路或模塊上的直流電源是否正常,是否在允許的波動范圍之內。(3)CNC裝置的各種參數。包括參數、卷板機PLCC參數、伺服裝置的數字設定等,這些參數應符合隨機所帶的說明書要求。
建貿機械設備有限公司
鋼筋加工行業經過多年的摸索和發展,施工現場對鋼筋加工設備的使用要求也逐步。原始的手工制作、機械加工日漸不能現階段和以后鋼筋加工行業的需要,數控鋼筋加工設備的應用勢必推動整個行業的發展。公司主要產品有:數控鋼筋彎曲機、數控彎箍機、全自動鋼筋籠滾焊機、手提式液壓彎曲機、鋼筋鐓粗機等一系列鋼筋加工設備。隧道工程工作面窄,施工環境惡劣,是限制修建特長隧道的因素之一,如果在施工速度方面不能有所來破,勢必影響特長隧道建設的發展。在國外,隧道快速施工能力較強。經過近兩年的市場拓展,經銷商遍布江蘇省、貴州市等全國,現歡迎更多經銷商加盟。用于支護洞體或掩體所用的鋼支架,一般是型鋼或者鋼筋按照一定的弧度和長度制作,制作成一個個單元件,然后在施工現場安裝,之后再進行錨桿安裝,連接鋼筋焊接,鋼筋網片焊接,后進行噴射混凝土錨噴結束隧道施工中的初期支護。繞筋機
鋼筋籠繞筋機特點:鋼筋籠繞筋機自動化程度高。采用計算機控制、屏進行操作,速度、行走速度均為無級可調,加配自動焊接手,可實現自動焊接。2.焊接速度快。ygjxwj采用自動焊接手,1-2秒即可焊接一個焊點。相對人工,加工效率3至4倍。3.。焊點可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。4.勞動強度低。只需2-3人即可完成設備整體操作,在生產大直徑鋼筋籠時優勢尤為顯著。5.操作簡單。工人通過簡單培訓即可上崗。6.適應能力強。適用于主筋直徑12mm-50mm鋼筋籠的焊接,在焊接中箍盤間距可自動。7.根據需要,可定制有“雙主筋””或“對焊”主筋的鋼筋籠設備。機身緊湊的設計,使設備可以在狹窄的施工現場靈活機動,對交通影響很小。鋼筋籠繞筋機數控通電后的檢查(1)先要檢查數控裝置中各個風扇是否正常運轉,否則會影響到數控裝置的散熱問題。(2)確認各個印刷線路或模塊上的直流電源是否正常,是否在允許的波動范圍之內。(3)CNC裝置的各種參數。包括參數、卷板機PLCC參數、伺服裝置的數字設定等,這些參數應符合隨機所帶的說明書要求。
建貿機械設備有限公司
鋼筋加工行業經過多年的摸索和發展,施工現場對鋼筋加工設備的使用要求也逐步。原始的手工制作、機械加工日漸不能現階段和以后鋼筋加工行業的需要,數控鋼筋加工設備的應用勢必推動整個行業的發展。公司主要產品有:數控鋼筋彎曲機、數控彎箍機、全自動鋼筋籠滾焊機、手提式液壓彎曲機、鋼筋鐓粗機等一系列鋼筋加工設備。隧道工程工作面窄,施工環境惡劣,是限制修建特長隧道的因素之一,如果在施工速度方面不能有所來破,勢必影響特長隧道建設的發展。在國外,隧道快速施工能力較強。經過近兩年的市場拓展,經銷商遍布江蘇省、貴州市等全國,現歡迎更多經銷商加盟。用于支護洞體或掩體所用的鋼支架,一般是型鋼或者鋼筋按照一定的弧度和長度制作,制作成一個個單元件,然后在施工現場安裝,之后再進行錨桿安裝,連接鋼筋焊接,鋼筋網片焊接,后進行噴射混凝土錨噴結束隧道施工中的初期支護。繞筋機
