

想要直觀了解法蘭毛坯-【法蘭生產廠家】價格透明產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:法蘭毛坯-【法蘭生產廠家】價格透明的圖文介紹

14.船用平焊法蘭是將管子插入法蘭內圈焊接的法蘭,平焊法蘭分為帶頸平焊法蘭和板式搭焊法蘭兩種。平焊法蘭的優點是制造簡單、生產成本低,但不耐高溫高壓,主要用于壓力低于2.5 MPa的常溫管路,是船舶采用多的法蘭。
船用對焊法蘭又稱高頸法蘭,就是指帶頸的有圓管過渡的并與管子對焊連接的法蘭。對焊法蘭剛性較大不易變形,密封好,應用廣泛,適用于壓力溫度較高的場合,公稱壓力PN在16MPa左右。主要用于壓縮空氣管系、二氧化碳管系。
船用松套法蘭又稱活套法蘭,一般都是管道的材質造價很高,為降低成本而采用與管道同材質的內接件和不同材質的法蘭組合,就是利用翻邊、鋼環等把法蘭套在管端上,法蘭可以在管端上活動的一種管件。松套法蘭 一般用于銅鎳合金管和伸縮節上。
船用液壓法蘭船舶液壓管系壓力非常高,所以都采用特制的承插式高壓方法蘭,法蘭厚度根據管徑不同在30mm—45mm左右,這種法蘭一般采用一片凹法蘭與一片凸法蘭的連接方式,用O型圈作為密封材料。
船用對焊法蘭又稱高頸法蘭,就是指帶頸的有圓管過渡的并與管子對焊連接的法蘭。對焊法蘭剛性較大不易變形,密封好,應用廣泛,適用于壓力溫度較高的場合,公稱壓力PN在16MPa左右。主要用于壓縮空氣管系、二氧化碳管系。
船用松套法蘭又稱活套法蘭,一般都是管道的材質造價很高,為降低成本而采用與管道同材質的內接件和不同材質的法蘭組合,就是利用翻邊、鋼環等把法蘭套在管端上,法蘭可以在管端上活動的一種管件。松套法蘭 一般用于銅鎳合金管和伸縮節上。
船用液壓法蘭船舶液壓管系壓力非常高,所以都采用特制的承插式高壓方法蘭,法蘭厚度根據管徑不同在30mm—45mm左右,這種法蘭一般采用一片凹法蘭與一片凸法蘭的連接方式,用O型圈作為密封材料。

中文名稱:法蘭毛坯
英文名稱: Flange blank
定義:根據法蘭成品所要求的形狀、工藝尺寸等制成的供進一步加工用的生產對象。
應用學科:機械工程(一級學科);機械工程(2)總論(二級學科)
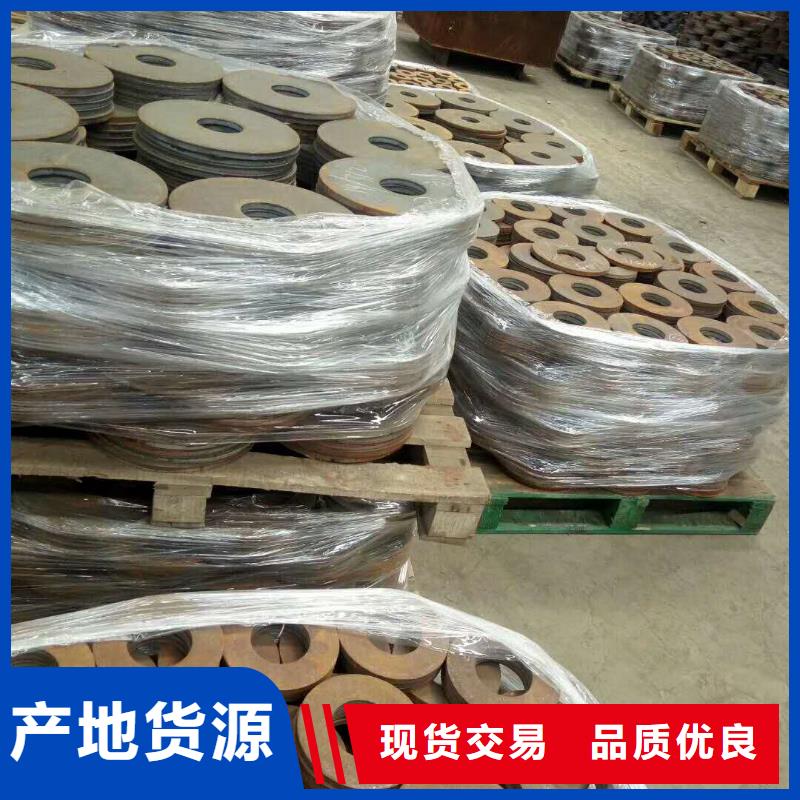
鑄造法蘭毛坯
鑄造出來的法蘭,毛坯形狀尺寸準確,加工量小,成本低,但有鑄造缺陷(氣孔.裂紋.夾雜);鑄件內部組織流線型較差(如果是切削件,流線型更差);
目前少數劣質法蘭鑄件采用鑄造,對尺寸精度要求較高的小型鑄件,可采用特種鑄造,如型鑄造、精密鑄造、壓力鑄造、熔模鑄造成和離心鑄造等。缺點是此類法蘭多采用“山西面包鐵”制作而成,在使用過程中易產生滲漏現象。
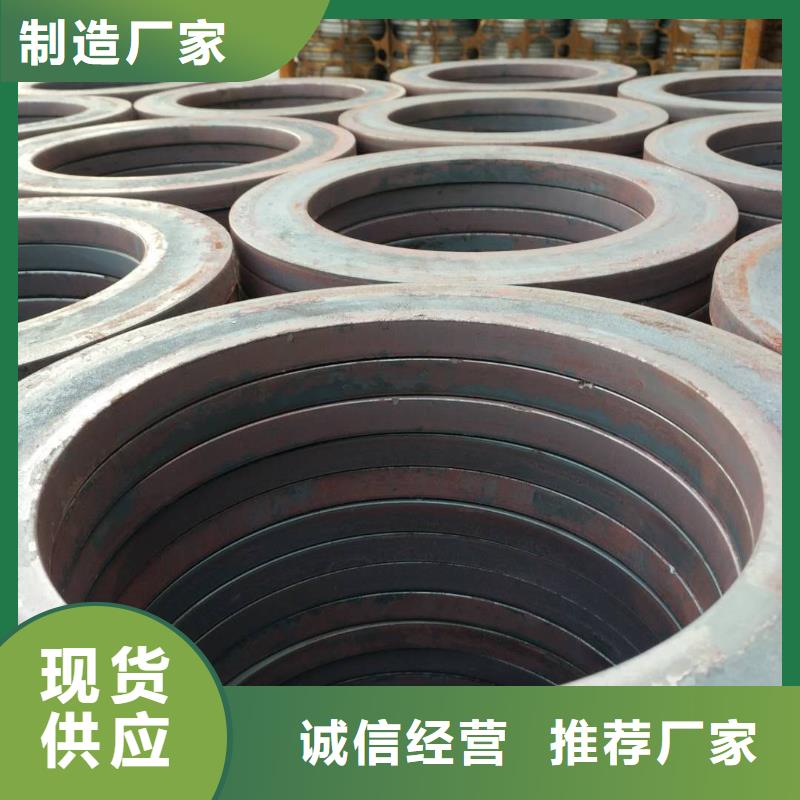
鍛造法蘭毛坯
鍛造法蘭毛坯由于經鍛造后可得到連續和均勻的金屬纖維組織。因此此類毛坯的力學性能較好,常用于受力復雜的環境使用。其中自由鍛件的精度和生產率較低,主要用于小批生產和大型法蘭的制造。
熱卷法蘭毛坯
熱卷法蘭毛坯是通過將鋼坯經加熱爐軋制成扁鋼由熱卷機卷制成圓的工藝來進行,是目前國內較為先進的一種法蘭毛坯制作形式,河南昌通科技發明的熱卷工藝與傳統法蘭制作工藝相比,具有以下明顯優點:(1)、原材料全部采用標準方坯,材質穩定可靠;
英文名稱: Flange blank
定義:根據法蘭成品所要求的形狀、工藝尺寸等制成的供進一步加工用的生產對象。
應用學科:機械工程(一級學科);機械工程(2)總論(二級學科)
鑄造法蘭毛坯
鑄造出來的法蘭,毛坯形狀尺寸準確,加工量小,成本低,但有鑄造缺陷(氣孔.裂紋.夾雜);鑄件內部組織流線型較差(如果是切削件,流線型更差);
目前少數劣質法蘭鑄件采用鑄造,對尺寸精度要求較高的小型鑄件,可采用特種鑄造,如型鑄造、精密鑄造、壓力鑄造、熔模鑄造成和離心鑄造等。缺點是此類法蘭多采用“山西面包鐵”制作而成,在使用過程中易產生滲漏現象。
鍛造法蘭毛坯
鍛造法蘭毛坯由于經鍛造后可得到連續和均勻的金屬纖維組織。因此此類毛坯的力學性能較好,常用于受力復雜的環境使用。其中自由鍛件的精度和生產率較低,主要用于小批生產和大型法蘭的制造。
熱卷法蘭毛坯
熱卷法蘭毛坯是通過將鋼坯經加熱爐軋制成扁鋼由熱卷機卷制成圓的工藝來進行,是目前國內較為先進的一種法蘭毛坯制作形式,河南昌通科技發明的熱卷工藝與傳統法蘭制作工藝相比,具有以下明顯優點:(1)、原材料全部采用標準方坯,材質穩定可靠;


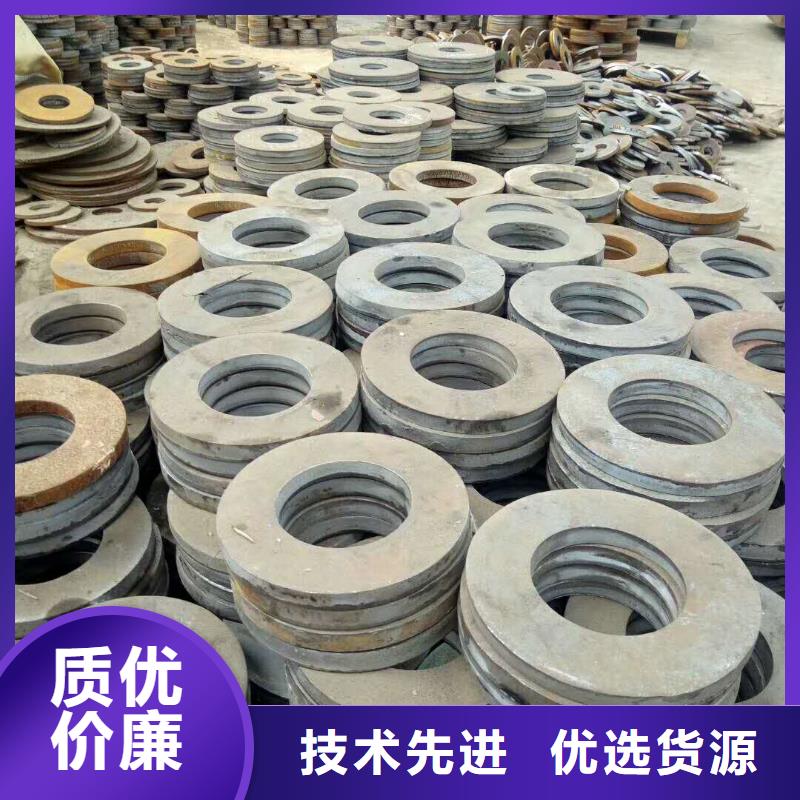
環形鍛件是鍛造行業中的產物,鍛件的一種類型。是金屬坯料(不含板材)施加外力,通過塑性變形塑造的要求變成合適的壓縮力的環形物件。這種力量典型的通過使用鐵錘或壓力來實現。鍛件過程建造了精致的顆粒結構,并改進了金屬的物理屬性。環形鍛件在日常生活中隨處可見,是一種工業制品。1、滑線落料:根據產品要求將鋼錠切割成合理大小及重量;
2、加熱(含回火):加熱設備主要單室爐、推桿爐和臺式退火爐,所有加熱爐均采用天然氣做燃料,鋼錠的加熱溫度一般在1150℃~1240℃,冷鋼錠的加熱時間1~5小時左右,熱鋼錠的加熱時間則是冷鋼錠加熱時間的一半,加熱后的鋼錠進入鍛造工序。
3、鍛造:被加熱至1150~1240℃左右鋼錠從加熱爐中取出,然后由操作機放入空氣錘或電液錘,根據鋼錠的大小和鍛造比要求進行相應的墩粗,拔長等工藝,實時監測鍛件尺寸,并通過紅外測溫儀控制鍛造溫度。
4、檢驗:對鍛件毛坯進行初步檢驗,主要是外觀和尺寸的檢驗。外觀方面主要檢驗是否存在裂紋等缺陷,尺寸方面必須保證毛坯余量在圖紙要求范圍內,并做好記錄。
5、熱處理:將鍛件加熱到預定溫度,保溫一定時間,然后以預定的速度冷卻,以改善鍛件內部組織和性能的一種綜合工藝。其目的是內應力,防止在機械加工時變形,調整硬度使鍛件利于切削加工。經過熱處理后的鋼錠,根據材質的要求對鋼錠進行空冷或水冷、淬火處理。
6、粗加工:鍛件基本成型后根據產品需求加工成各種不同規格的鍛件。
7、超聲波探傷:鍛件冷卻結束后溫度降到20℃左右進行超聲波探傷達到國標Ⅰ,Ⅱ,Ⅲ等標準和表面缺陷的檢驗。
2、加熱(含回火):加熱設備主要單室爐、推桿爐和臺式退火爐,所有加熱爐均采用天然氣做燃料,鋼錠的加熱溫度一般在1150℃~1240℃,冷鋼錠的加熱時間1~5小時左右,熱鋼錠的加熱時間則是冷鋼錠加熱時間的一半,加熱后的鋼錠進入鍛造工序。
3、鍛造:被加熱至1150~1240℃左右鋼錠從加熱爐中取出,然后由操作機放入空氣錘或電液錘,根據鋼錠的大小和鍛造比要求進行相應的墩粗,拔長等工藝,實時監測鍛件尺寸,并通過紅外測溫儀控制鍛造溫度。
4、檢驗:對鍛件毛坯進行初步檢驗,主要是外觀和尺寸的檢驗。外觀方面主要檢驗是否存在裂紋等缺陷,尺寸方面必須保證毛坯余量在圖紙要求范圍內,并做好記錄。
5、熱處理:將鍛件加熱到預定溫度,保溫一定時間,然后以預定的速度冷卻,以改善鍛件內部組織和性能的一種綜合工藝。其目的是內應力,防止在機械加工時變形,調整硬度使鍛件利于切削加工。經過熱處理后的鋼錠,根據材質的要求對鋼錠進行空冷或水冷、淬火處理。
6、粗加工:鍛件基本成型后根據產品需求加工成各種不同規格的鍛件。
7、超聲波探傷:鍛件冷卻結束后溫度降到20℃左右進行超聲波探傷達到國標Ⅰ,Ⅱ,Ⅲ等標準和表面缺陷的檢驗。



搏遠金屬制品有限公司專注于 湖北孝感大口徑法蘭毛坯銷售和服務。公司有經驗豐富的工程師,保證提供及時、好的售后服務,公司建有備品倉庫,可以迅速快捷地提供產品備件,保證客戶能夠及時買到各種備品備件。 公司主要銷售: 湖北孝感大口徑法蘭毛坯。


