

為了讓您更好地體驗耐磨板-合金鋼管廠家廠家產品的卓越性能,我們特意制作了產品視頻。視頻內容豐富,展示了產品的每一個細節和特性。
以下是:耐磨板-合金鋼管廠家廠家的圖文介紹

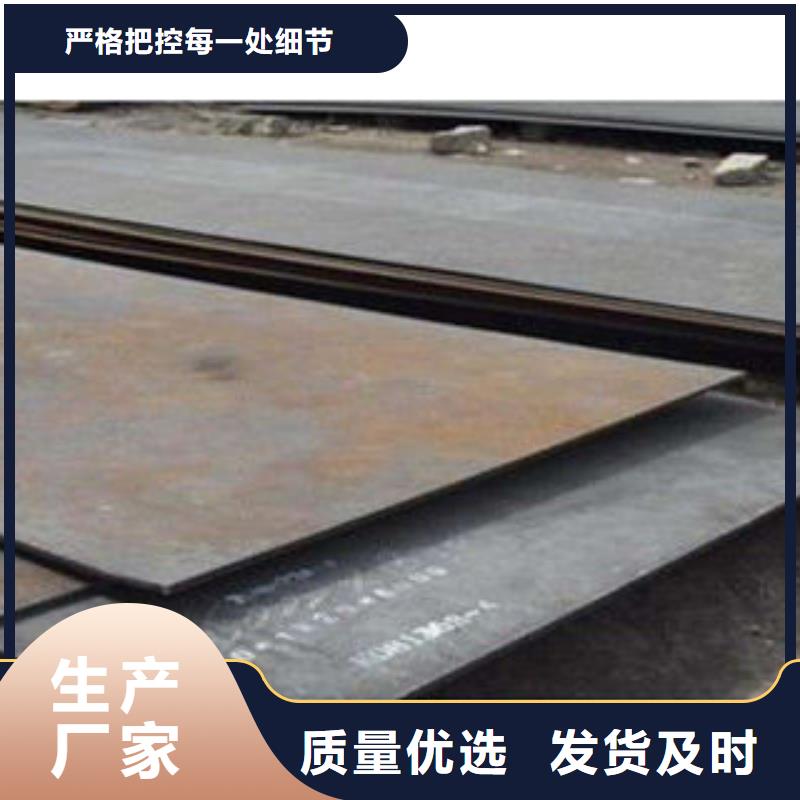
張家口流體管生產廠家


張家口流體管生產廠家的詳細介紹
極速發貨貨源直銷



隨著焊速的,熔深和熔寬減小。焊接速度過高有可能產生咬邊。焊絲伸出長度:焊絲的伸出長度越長,焊絲的電阻熱越大,焊絲的熔化速度越快。焊絲伸出長度一般為13-25mm,視焊絲直徑等條件而定。焊絲伸出長度過長,會導致電弧電壓下降,熔敷金屬過多,焊縫成型不良,熔深小,電弧不;焊絲伸出長度過短,電弧易燒導電嘴,且金屬飛濺易塞噴嘴。 焊絲位置:焊絲軸線相對于焊縫中心線的角度和位置會影響焊道的形狀和熔深。當其他條件不變,焊絲由垂直位置變為后向焊法時,熔深增加,而焊道變窄且余高增大,電弧,飛濺小。焊接位置:射流過渡可適用于平焊、立焊、仰焊位置。 平焊時,耐磨襯板相對于水平面的斜度對焊縫成型、熔深和焊接速度有影響。若采用下坡焊,焊縫余高減小,熔深減小,焊接速度可以,有利于焊接薄的耐磨襯板;若采用上坡焊,重力使焊接金屬后流,熔深和余高增加,而熔寬減小。 短路過渡焊接可用于薄耐磨襯板的平焊和全位置焊。氣體流量:保護氣體從噴嘴可有兩種情況,較厚的層流或接近于紊流的較薄層硫。前者有較大的有效保護范圍和較好的保護作用。因此,為了得到層流的保護氣流,加強保護效果,需采用結構設計合理的焊和合適的氣體流量,氣體流量過大或過小皆會造成紊流。





九晨鋼鐵制造有限公司從事研發和生產 河北張家口流體管生產廠家。公司倉儲面積大,能夠給各地客戶提供各種規格 河北張家口流體管生產廠家。公司產品交貨快、規格特殊產品也可定做加工的特點。集生產,加工、銷售,物流配備一體化的模式,方便并滿足客戶需求,實現一站式采購。經由數年發展,九晨鋼鐵制造有限公司在各界友朋們的大力支持下取得了驕人的成績。我們始終以“精益求精,用戶至上,與時俱進,匠心品質”的原則,實誠做人、做事,為各界朋友提供合格產品。期待能與更多朋友們攜手共創繁榮!歡迎國內外客戶蒞臨考察!
九晨鋼鐵制造有限公司

