您的位置>首頁 >廊坊當地綜合推薦News >
大口徑厚壁無縫鋼管誠信商家
更新時間: 2024-12-29 09:34:00 瀏覽次數:15
以下是:大口徑厚壁無縫鋼管誠信商家的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/米 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 99899 |
|---|
| 運費說明 | 電議 |
|---|
| 材質 | 多種材質 |
|---|
| 可定制 | 1-12米 |
|---|
| 型號 | 齊全 |
|---|
以下是:大口徑厚壁無縫鋼管誠信商家的圖文視頻
導讀 大口徑厚壁無縫鋼管誠信商家,九晨鋼鐵制造有限公司專業從事大口徑厚壁無縫鋼管誠信商家,聯系人:顏世林,電話:13963556003、15552151098,QQ:1499276480,發貨地:聊城大渡口區建橋大道發貨到河北省 廊坊市 安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市,以下是大口徑厚壁無縫鋼管誠信商家的詳細頁面。 河北省,廊坊市 廊坊市位于華北平原中東部,北起燕山南麓丘陵地區,南抵黑龍港流域,大部分為凹陷地區。廊坊市地處中緯度地帶,屬暖溫帶大陸性季風氣候,四季分明。廊坊市地處海河流域中下游,素有“九河下梢”之稱。廊坊地處北京、天津和雄安新區“黃金三角”核心腹地,是以北京為核心的城市群重要節點城市,素有“京津走廊明珠”之稱。主城區距北京城區40千米、距天津城區60千米、距雄安新區80千米,距首都國際機場和天津濱海國際機場70千米,距天津港100千米,緊鄰北京大興國際機場,是一小時車距內坐擁有三個國際機場、一個特大港口資源的城市。廊坊地域曾涌現出西晉文學家張華、唐代詩人王之渙、北宋名相呂端、宋代文學家蘇洵、元代名相史天澤、明代農民起義劉六、劉七等人物。2023年,被評為三線城市。


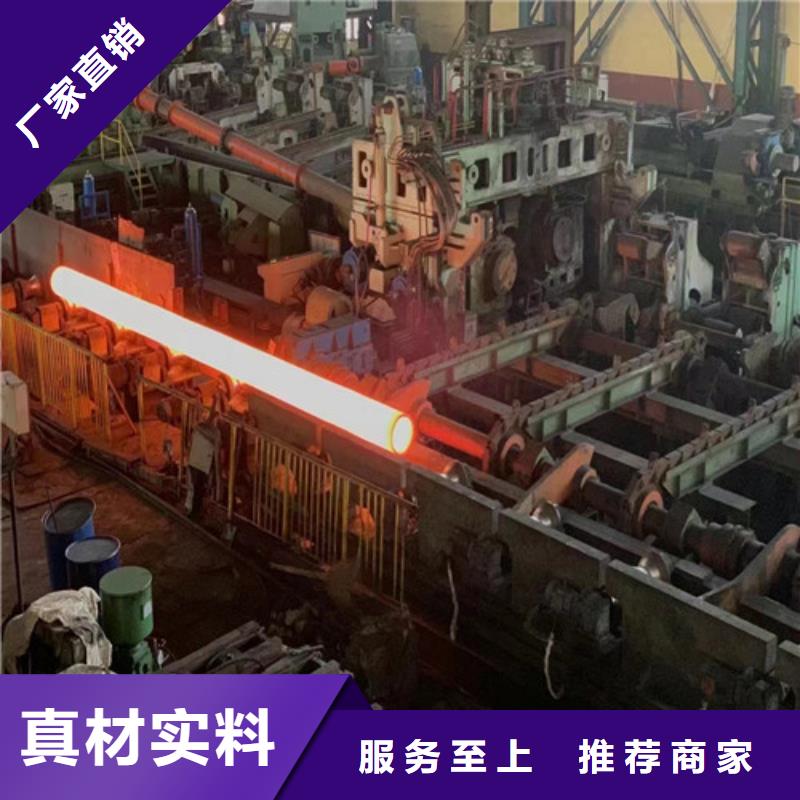
冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后用油漆噴上編號、規格、生產批號等。
無縫鋼管是一種具有中空截面、周邊沒有接縫的長條鋼材。無縫管長度在 3000~12000mm,其中包括有6米一根。市場上無縫管一般非定尺,大部分6、 9 、12米定尺。鋼管的通常長度規定為:熱軋鋼管 3000~12000mm,冷拔鋼管3000~10500mm;在倍尺軋制(加工)鋼管可達到80米或者更長,但是在現實生產中一般成品無縫鋼管都是小于十二米的這主要是為了方便裝運。


總結 今年在河北省廊坊市購買大口徑厚壁無縫鋼管誠信商家有了新選擇,九晨鋼鐵制造有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的大口徑厚壁無縫鋼管誠信商家產品。如需購買或咨詢,請隨時聯系我們,聯系人:顏世林-15552151098,QQ:1499276480,地址:大渡口區建橋大道。