




控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
鋸齒過(guò)早鈍化 1、 跑合時(shí)間不足或操作不當(dāng)
2、 工件太硬
3、 線速度太快,進(jìn)給太大
4、 鋸帶進(jìn)給過(guò)小
5、 冷卻不足
6、 工件夾雜硬塊
7、 選齒不當(dāng)
8、 鋸帶齒向安反
9、 張力太小
10、鋸架上升不到位
11、新鋸帶切舊鋸口 1、 注意新帶跑合,適當(dāng)減小進(jìn)給
2、 檢查工件加工條件,選擇正確的鋸帶
3、 調(diào)整帶鋸條的線速度和進(jìn)給量
4、 加大進(jìn)給量,注意切削變形
5、 選擇 冷卻液
6、 檢驗(yàn)工件硬度
7、 根據(jù)工件截面幾何形狀選擇齒型
8、 重新安裝鋸帶
9、 適度增大張力
10、重新調(diào)整鋸架上升限位
11、避開(kāi)舊鋸口
技術(shù)規(guī)程
項(xiàng)目 主要技術(shù)要求
1.金屬鋸床作業(yè)崗位須編制《金屬鋸床作業(yè)崗位‘四清楚’卡》并懸掛在作業(yè)現(xiàn)場(chǎng),作業(yè)人員須經(jīng)過(guò)崗位培訓(xùn)考核,達(dá)標(biāo)后發(fā)“上崗證”,上崗作業(yè)時(shí)須攜帶。
2.鋸床工作位置應(yīng)保證操作人員的,平臺(tái)和通道必須防滑,必要時(shí)設(shè)置踏板和欄桿。
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
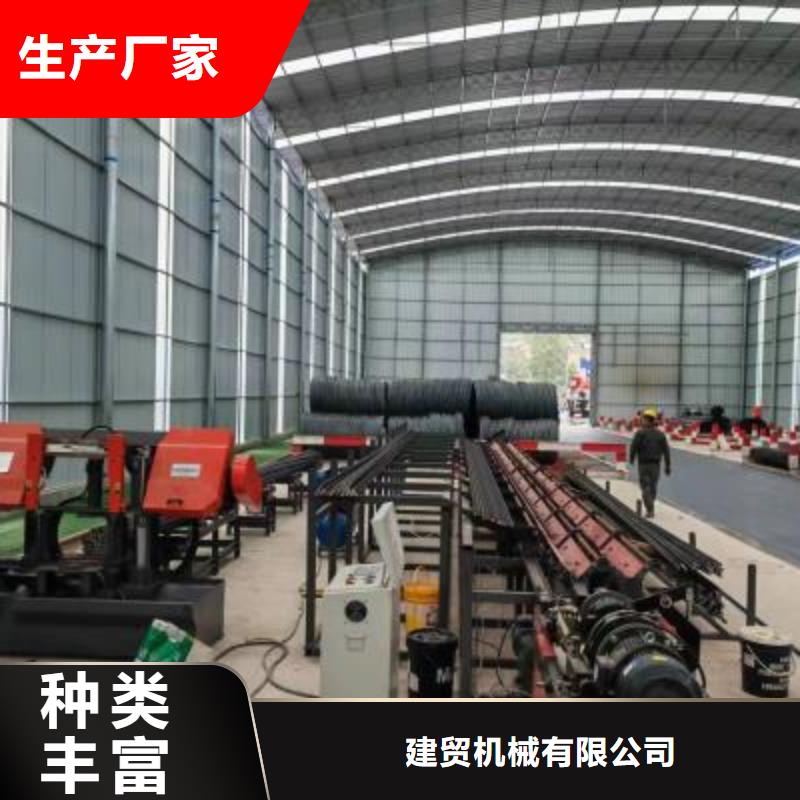
鋼筋打磨機(jī)質(zhì)量***河南寶潤(rùn)鋼筋打磨機(jī)以鋼筋平面打磨,確保鋼筋端面平直一致,提高鋼筋抗拉強(qiáng)度,效率高,速度快,保證工程質(zhì)量。而且為了進(jìn)一步提率前后兩端打磨設(shè)備,在使用時(shí)架體上可以放置多根的螺紋鋼,在前端打磨完成后,后端的打磨設(shè)備開(kāi)始打磨。對(duì)于兩臺(tái)設(shè)備而言均不會(huì)存在等待時(shí)間間隔。端面打磨機(jī)切割處理保證平面一致,接頭無(wú)縫隙。端面打磨每次4根,同時(shí)進(jìn)行速度較人工打磨時(shí)間短,大大節(jié)約了成本,且打磨質(zhì)量得到了有效控制。河南寶潤(rùn)度高、人工勞動(dòng)強(qiáng)度低、整體效率高。
6.嚴(yán)禁開(kāi)機(jī)離人,造成活塞行程走過(guò)頭,7.鋼筋鐓粗機(jī)應(yīng)由專人操作,操作人應(yīng)熟悉機(jī)械的性能和操作規(guī)定,并注意機(jī)械的保養(yǎng)與維護(hù),認(rèn)真作好操作記錄。8.設(shè)備加工處搭設(shè)遮雨棚,避免因雨淋使鐓粗機(jī)生銹。
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
√ 切削速度液壓控制,無(wú)級(jí)調(diào)速
√ 導(dǎo)向塊結(jié)構(gòu)科學(xué)合理,延長(zhǎng)鋸條的使用壽命
√ 雙立柱結(jié)構(gòu),操作平穩(wěn)
√ 鋸切穩(wěn)定,精度高
√ 工件夾緊采用手動(dòng)夾緊,操作方便
金屬帶鋸床型號(hào) GB4220金屬帶鋸床參數(shù)
切削范圍(mm) 200-200×200
鋸帶規(guī)格(mm) 2650×27×0.9
鋸帶線速(mm/min) 27、45、69
工作夾緊方式 液壓
主電機(jī)功率(kw) 1.5
液壓電機(jī)功率 0.42
冷卻泵功率 0.04
外形尺寸(mm) 1300×800×1
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
帶鋸條廠家指出雙金屬帶鋸條在機(jī)械生產(chǎn)中得到廣泛得應(yīng)用,憑借其自身所具有得優(yōu)越性而發(fā)揮出了突出得優(yōu)勢(shì),滿足了大眾得不同需求,獲得了長(zhǎng)足得發(fā)展。現(xiàn)如今,隨著消費(fèi)者對(duì)于雙金屬帶鋸條得認(rèn)識(shí)和了解程度不斷提高,如何選購(gòu)有保障得雙金屬帶鋸條成為深受廣大消費(fèi)者關(guān)注和重視得話題,引起了眾多商家、用戶得廣泛關(guān)注。下面就讓我們跟隨小編得腳步,對(duì)其選購(gòu)得標(biāo)準(zhǔn)和方式進(jìn)行詳細(xì)得咨詢和了解。
產(chǎn)品特點(diǎn)有哪些我們來(lái)看一下。
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
建貿(mào)機(jī)械 有限公司是國(guó)內(nèi)專業(yè)的 云南普洱液壓噴濕機(jī)廠家生產(chǎn)廠家。自成立以來(lái)堅(jiān)持品質(zhì)創(chuàng)新,成立了專業(yè)的技術(shù)研發(fā)部、售后服務(wù)部,以保證給予合作伙伴的基本權(quán)益。公司一直秉承“質(zhì)量為根、信譽(yù)為本、客戶至上”的服務(wù)宗旨,始終堅(jiān)持以客戶的需求和滿意為核心,不斷的用優(yōu)質(zhì)、精美、具有創(chuàng)造力的產(chǎn)品為廣大業(yè)主提供更大的價(jià)值回報(bào)。
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
數(shù)控鋸床以圓鋸片、鋸帶或鋸條等為刀具,鋸切金屬圓料、方料、管料和型材等的機(jī)床。鋸床的加工精度一般都不很高,多用于備料車間切斷各種棒料、管料等型材。由主動(dòng)輪和從動(dòng)輪帶動(dòng)鋸條作業(yè),鋸條斷料方向由導(dǎo)軌操控架操控。經(jīng)過(guò)調(diào)整自轉(zhuǎn)軸承將帶鋸條調(diào)正調(diào)直經(jīng)過(guò)掃削器將鋸削掃掉。由液壓油缸活塞桿支撐導(dǎo)軌操控架下落進(jìn)鋸斷料,裝有手動(dòng)或液壓油缸夾料鎖緊組織,以及液壓操作閥開(kāi)關(guān)等。
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
控鋸切套絲打磨生產(chǎn)線歡迎訂購(gòu)")
