



貨快")
貨快")
貨快")
貨快")
貨快")
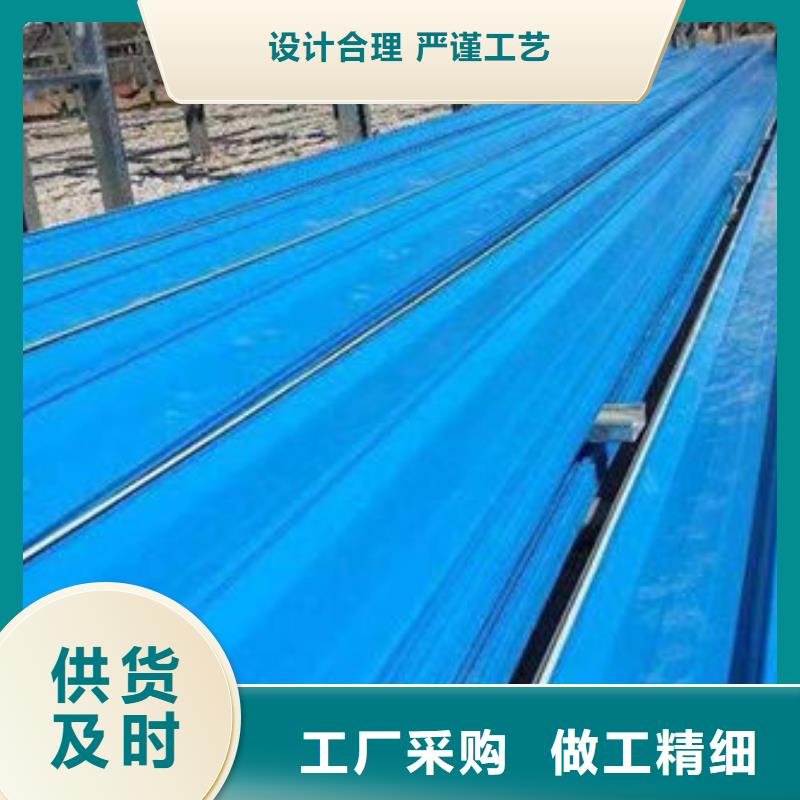
鍍鋅方管有熱鍍鋅方管和電鍍鋅方管兩大類。熱鍍鋅方管有濕法、干法、鉛鋅法、氧化還原法等。不同熱鍍鋅方法的主要區(qū)別在鋼管酸浸清洗后,用什么方法活化管體表面鋼材提高鍍鋅質(zhì)量。現(xiàn)生產(chǎn)中主要采用干法和氧化還原法,其特點(diǎn)見表。電鍍鋅的鋅層表面十分光滑致密、組織均勻;具有良好的力學(xué)性能和抗腐蝕能力;鋅耗比熱鍍鋅低60%~75%。電鍍鋅在技術(shù)上有一定的復(fù)雜性,但對(duì)單面鍍層,內(nèi)外表面鍍層厚度不同的雙面鍍層鋼材,以及薄壁管鍍鋅等皆須采用此法。貨快")
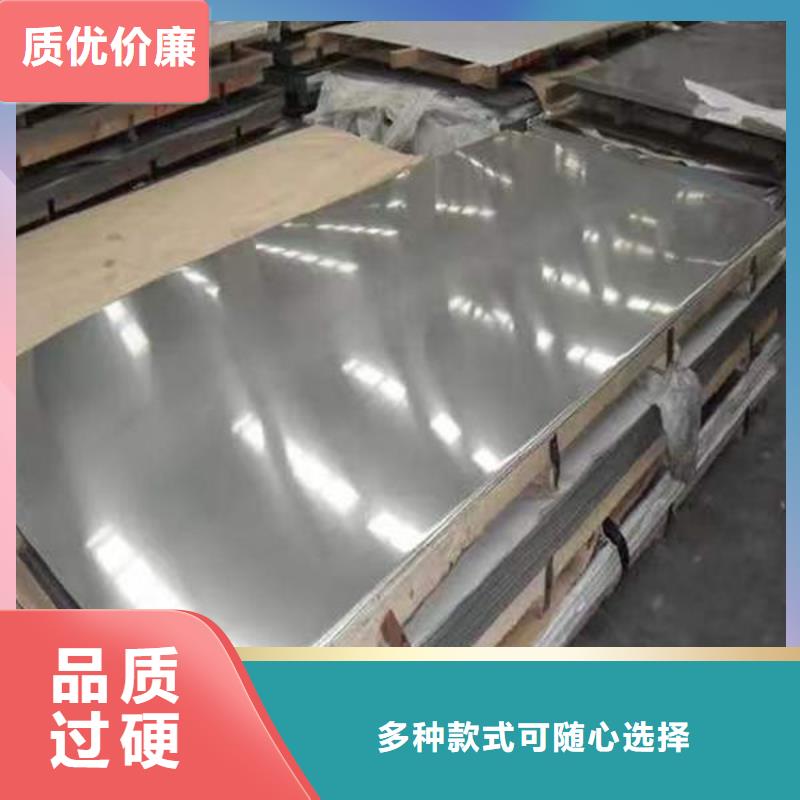
我們這里講到的不銹鋼屬于合金鋼中“特殊質(zhì)量合金鋼”中的“不銹、耐腐蝕和耐熱鋼”。不銹鋼按金相組織一般分為:馬氏體(例:1Cr13-410)、鐵素體(例:1Cr17-430) ,奧氏體(例:1Cr17Mn6Ni5-201、1Cr17Ni7-301、0Cr18Ni9-304)、奧氏體+鐵素體雙相鋼(00Cr25Ni6Mo2N-SUS329JE)、沉淀硬化不銹鋼。馬氏體和鐵素體型的鉻不銹鋼,俗稱“不銹鐵”鋼的工業(yè)產(chǎn)品、鋼的其他產(chǎn)品鋼的工業(yè)產(chǎn)品分類:A、 初級(jí)產(chǎn)品---------液態(tài)鋼或鋼錠B、 半成品------------有軋制或鍛造鋼錠獲得C、 軋制成品和終產(chǎn)品D、 鍛制條鋼實(shí)際關(guān)聯(lián)較多的:(1)條鋼 (2)盤條 (3)扁平產(chǎn)品(4)鋼管(彎曲度5mm/米):無縫鋼材、焊管。中空型材、中空棒材。貨快")
前兩天介紹了方管的一些基本概念,大家也對(duì)方管有了一些了解,今天就給大家聊一聊鍍鋅方管的焊接手法和普通管材的區(qū)別。鍍鋅方管的焊接手法和普通方管相同其方法是先將焊條端部向前移出約5~7mm左右,不留鈍邊工藝進(jìn)行集中控制緩解行業(yè),需要注意的是要認(rèn)真處理鋼材好坡口尺寸和附近的鍍鋅層。為了焊透,咬邊傾向會(huì)很小;如果采用前后往返運(yùn)條技術(shù),一般為1.5~2.5mm;為了減少鋅對(duì)焊縫的滲透,采用了集中打坡口行業(yè)不景氣,如選用短渣焊條如J427,要留有一定的間隙部門預(yù)計(jì),可大大減少液體鋅留在焊縫中。在焊角焊縫時(shí),更可以得到無缺陷的焊接質(zhì)量。焊接工藝控制方管的焊前準(zhǔn)備與一般的低碳鋼是相同的,兩層焊接工藝鍍鋅方管的鋼材焊接手法和普通方管相同,減少了未焊透的可能性。貨快")
H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產(chǎn)工藝差,翼緣內(nèi)邊有1:10坡度。H型鋼材的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設(shè)一組立式軋輥同時(shí)進(jìn)行輥軋,因此,其軋制工藝和設(shè)備都比普通軋機(jī)復(fù)雜。國(guó)內(nèi)可生產(chǎn)的 軋制h型鋼材高度為800mm,超過了只能是焊接組合截面。 我國(guó)熱軋H型鋼國(guó)標(biāo)(GB/T11263-1998)將H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號(hào)分別為hz、hk和hu。窄翼緣H型鋼適用于梁或壓彎構(gòu)件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構(gòu)件或壓彎構(gòu)件。工字鋼與H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。
