




鋼筋端面打磨機結構與功能可以分為電控系統、氣動加持裝置、銑削機構、自動加油機構等部分。
(1) 電控系統:選用國內品牌電器元件,保證電氣平穩運行。
(2) 氣動加持機構:由空壓機和雙加持缸及其附屬元件組成,雙氣缸結構使加持更牢固,品牌空壓機供氣更穩定充足。
(3) 銑削機構:6刀頭銑削頭,水平方向采用無極調試電機,可根據鋼筋規格進行調速。大功率銑削電機保證銑削迅速。
(4) 自動加油機構:可自動設定加油時間,無需擔心忘記加油使機器壽命縮短。
4.主要技術參數
· 轉速:1390 min 功率:3KW
· 電源:380V50-60HZ 重量:300KG
· 外形尺寸:長1100mm寬840mm高1350mm
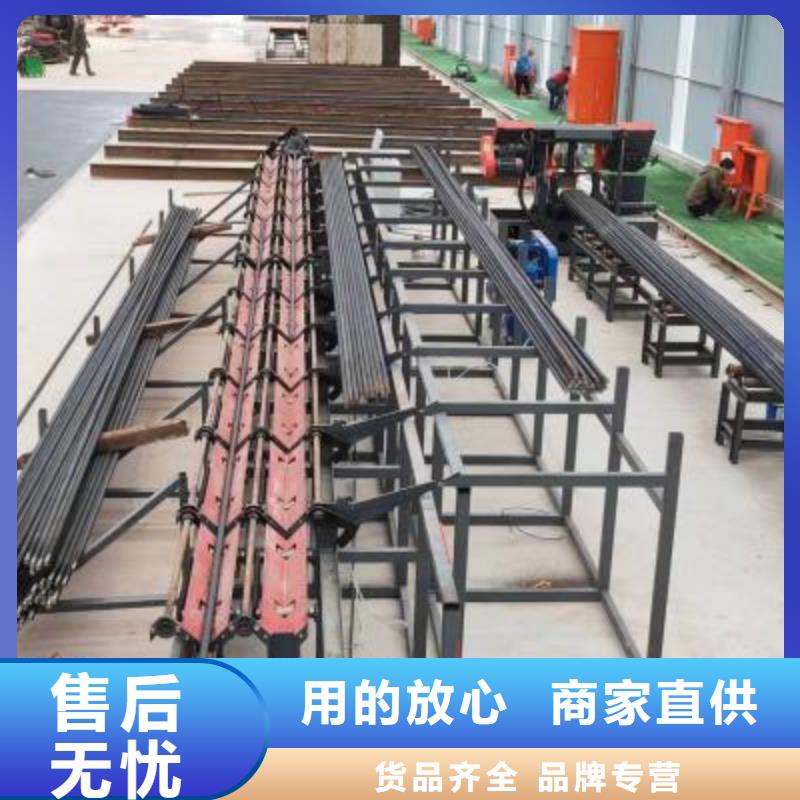
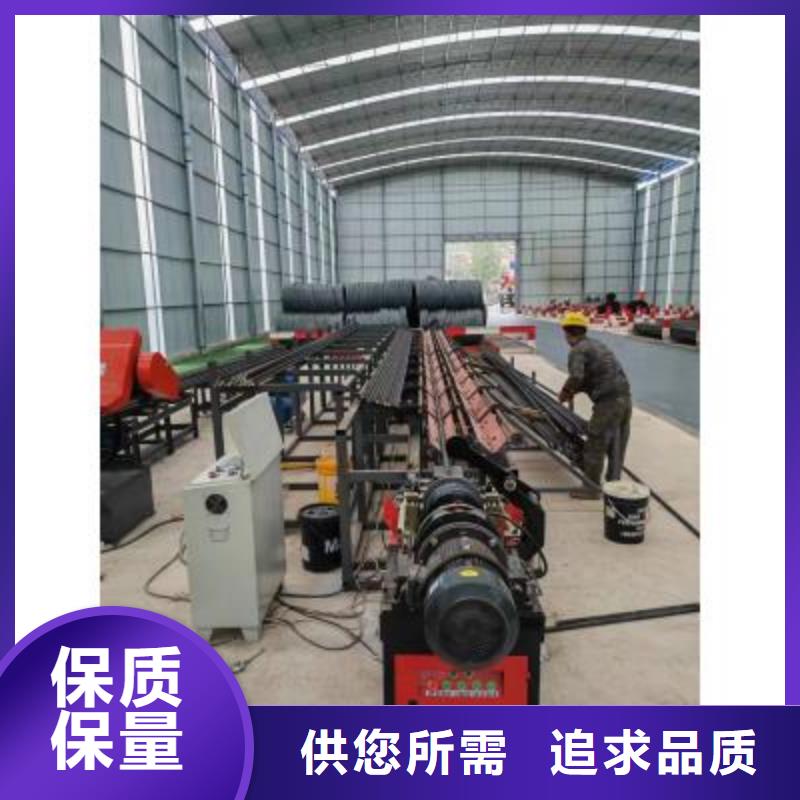
雙立柱GS4240數控帶鋸床 全自動數控金屬帶鋸床 40數控鋸床
機床自動控制系統:
1、全自動控制人機界面通過機械、電氣、液壓的配合,具有自動送料、自動切削等系統來控制工作循環。
2、在操作系統里分為手動與全自動工作,由人機界面轉換控制。
3、在帶鋸床上裝有二組虎鉗,一組用來鋸料時夾緊,自動送料由另外一組虎鉗夾緊通過油缸工作來控制送料。送料長度由紫外線接緊行程開關控制,送料時由光柵尺自動檢測數據控制,由PC控制器轉換鋸床切割工作,自動送料返回原點。
4、數控帶鋸床適用于大批量同規格材料鋸切,性能穩定,效率高。可取代于普通鋸床的3倍工作效率。
5、人機界面取代傳統控制面板功能,數字設定、指示燈等,隨時顯示設備狀態,操作指示,參數設定。(在人機界面電腦上輸入鋸切長度、鋸切數量,輕松一按啟動按扭LCD顯示液晶屏,鋸切輸入鋸切數量完成后,鋸床自動停機等其它功能。
6、由PLC可編程控制器,設定鋸切全過程的自動程序。
7、送料長度采用光柵尺控制,定位準確精度高,長度誤差<0.30mm。
8、可由數控控制單程自動送料長度400mm。

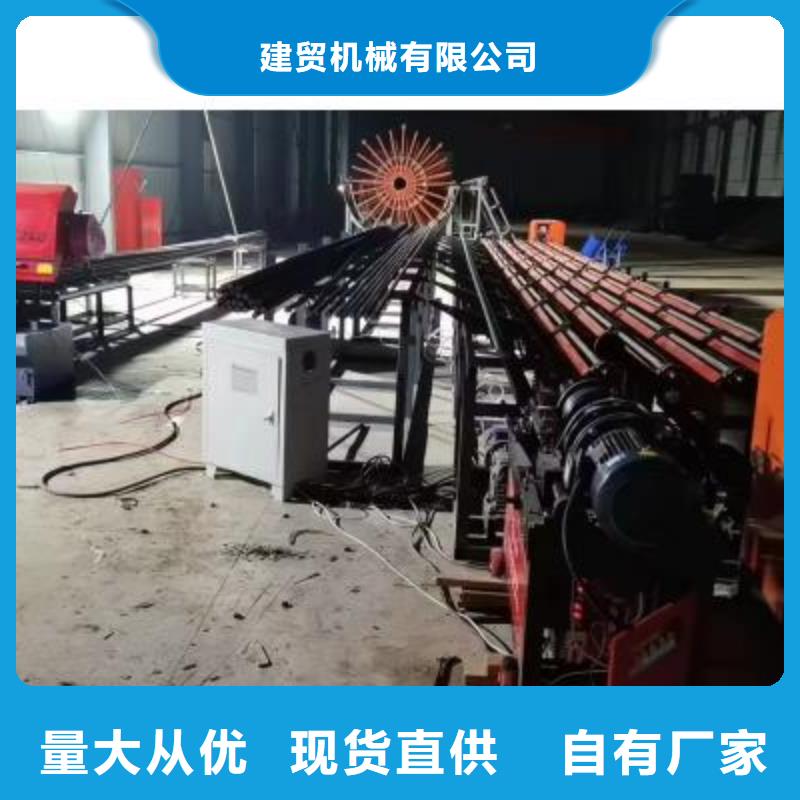
是機械鋸切設備專業生產廠家,具有多年生產帶鋸床的經驗,擁有自主的開發、設計和制造能力,我公司生產的數控帶鋸床:
1、按鈕界面:機械操作極為簡單且效率高。
2、工作稱料臺:鋸床采用高密度球墨鑄鐵,夾持物料更加穩固且不易損壞。
3、鋸齒:材質強度高,通用性強,在鋸切時比較耐磨,壽命比較長。
4、進口電機:采用合資定制電機、性能穩定,壽命更長。
技術先進,性能穩定,暢銷無阻,公司致力于企業發展,技術進步,引進臺灣先進鋸床制造技術,為用戶提供更滿意的服務。
整體生產線采用進口噴涂工藝,表面靜電噴塑光潔度好,高溫噴漆,更加美觀,耐腐蝕,拒絕劣質,我們承諾只做高品質的產品。(備注:因產品不斷更新,圖片與實物或許略有差別)

需求從頭校準筆直度,能夠運用百分表,調整下鋸床的鋸條就能夠了,如需求替換合金塊,則及時替換新的合金塊;、工件夾緊固定不牢,這也會增加鋸床上的帶鋸條作業中跳動,從頭固定作業,夾緊牢固。 還有即是確保鋸床的安穩,如需求固定,則加地腳螺栓固定,究竟設備本身的作業安穩也同樣首要。
在帶鋸床各導向定位在正切的情況卜,應不會形成過早切斜現象。 從金屬帶鋸床舊鋸條的背部磨損卷邊現象推測,可能存在切削效率過高,從而導致齒尖過快磨損出現切斜。 要求較大的容屑空間鋸割硬材料或薄板薄管時應選用細齒鋸條
切削三要素可能存在匹配不合理(線速度、進給壓力、進給速度),所以切削加工時易產生齒部刃口過早磨損后而發生切斜失效。 不排除導向塊表而存在不平整以及夾緊間隙調整不當,從而導致帶鋸條齒尖切削方向相對工作臺為不垂直狀(以工作臺為基面用角尺檢測鋸條張緊后不成垂直狀,簡稱上空或下空),從而形成齒尖、帶體表而切削時受力磨損不勻,引發機用鋸條出現過早切斜失效。只要以為可能是導致毛病的零部件
 九江鋼筋鋸床品質保障
九江鋼筋鋸床品質保障
