
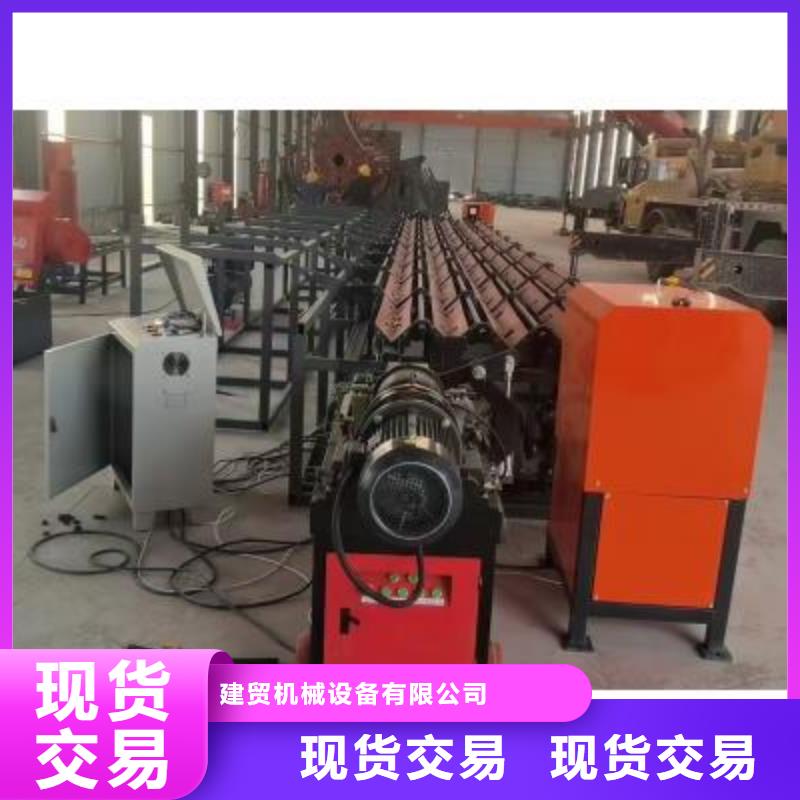






大連鋸切套絲生產線的原料存儲架采用大噸位存儲,可與棒材自動上料機配合使用,上一個循環尚未結束就可以進行下一步配料,縮短了循環周期。全自動送料輥道,避免原料的二次搬運;鋼筋輸送、翻轉、傳遞全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥,耐磨、噪音低、壽命長.產品特點:1、可自動完成對鋼筋端頭的自動切斷,切頭端面平整,可直接套絲。2、鋼筋定尺機構采用伺服電機控制,通過伺服電機驅動絲杠機構來調整鋸切刀口與定位擋板之間的距離,采用編碼器測量,可鋸切各種長度的鋼筋。3、對鋼筋長度的自動定尺,鋼筋長度剪切齊頭鋼筋尾料短可達到1cm,提高材料的利用率。4、鋸切主機生產效率高,可對原料鋼筋的兩端自動定尺齊頭,鋸切主機采用雙立柱設計,升降平穩,鋸切穩定;鋼筋壓緊采用液壓油缸兩側壓料,壓力大鋸切過程中,鋼筋不會轉動減少對鋸條的損傷,鋼筋切頭均勻。5、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、套絲輥道采用V型輪輸送,無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后可自動翻至下一個工序;V型采用耐磨材料。
大連數控鋼筋鋸切生產線引進德國技術水平,是一款主要針對于不同鋼筋直徑、高精度鋼筋棒材的鋸切,套絲,大連全自動數控鋸切套絲一體機,能夠將鋼筋棒材按照需求,自動鋸切成所需要長度,并對下好料的棒材進行分類儲存,套絲,全自動化大型的數控鋼筋鋸切套絲設備。采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料, 套絲方便。通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之 間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。鋸床采用國內專用的雙面夾緊鋸床。合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快, 便后維護。

大連數控鋼筋鋸切套絲打磨生產線介紹:大連全自動數控鋼筋鋸切套絲鐓粗打磨生產線:本設備是我公司針對國內螺紋鋼筋的套絲連接,整體結合國際技術,公司研發的集電氣、液壓、氣動為一體全自動化科技產品,具有國際水平。可自動完成鋼筋直徑12~50mm,強度HRB335、HRB400、HRB500的鋸切套絲,具有切削、高標準縮徑滾絲、節能省料、操作簡單等特點。本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現上一個循環尚未結束時即可 進行下一步配料,以節省循環周期;全自動送料輥道,避免原料的二次搬運;鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型輥進行,達到了、減噪音、壽命長等特點;縮徑、滾絲主機頭實現了自動卸料、送進、縮徑、滾絲等功效。該設備可以根據現場實際情況和業主監理要求增加鐓粗、打磨或儲備料倉等設備無縫對接,實現全自動流程,無需人工干預。數控鋼筋鋸切套絲打磨生產線原理:數控鋼筋鋸切套絲打磨生產線采用自動輸送平臺,采用160MM的無縫管,輸送輪數量也有所增多,輸送輪加粗加大,接觸面更大,輸送力更強,輸送速度快一倍,大大提高了工作效率,其他家是110MM的有縫管.定尺板和下料板一體的,加厚到20MM,力度強,更穩固,定尺精度高,下料更快,其他家只有16MM,采用的是45號鋼,抗沖擊強。
 <大連>建貿機械設備有限公司
大連定制數控鋼筋套絲打磨生產線貨源充足
<大連>建貿機械設備有限公司
大連定制數控鋼筋套絲打磨生產線貨源充足

大連鋼筋鋸切套絲生產線、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、套絲輥道采用V型輪輸送,無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后可自動翻至下一個工序;V型采用耐磨材料。 7、加強型套絲機使用壽命長,可實現鋼筋的自動夾緊、自動剝肋套絲,降低工人勞動強度,提高生產效率。本公司鋼筋鋸切套絲打磨生產線廠家,生產的鋼筋套絲打磨機具有以下優勢:自動套絲線與鋼筋鋸切設備連接,鋼筋進入鋸切設備,被裁剪到規定長度后直接進入套絲設備,不需要占用場地存放鋼筋。鋼筋從原材料到兩端套絲半成品,智能翻料機構會在當前工位工序完成時自動進行翻料動作
