


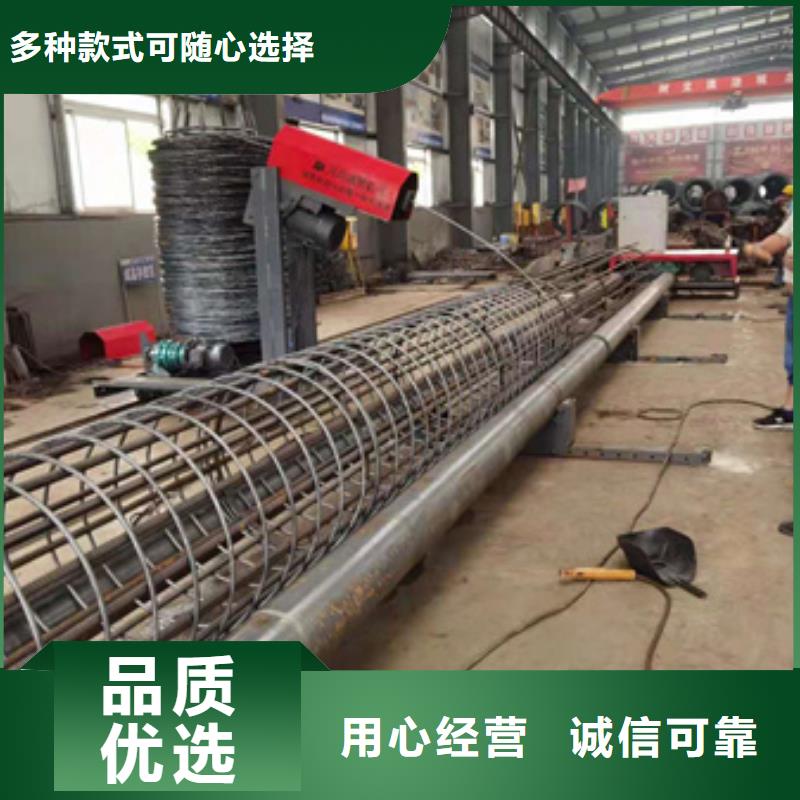

全自動建筑鋼筋籠繞筋機根據施工要求,鋼筋籠的主筋通過人工穿過固定盤相應模板圓孔至盤的相應孔中進行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定盤及盤轉動把繞筋纏繞在主筋上(盤是一邊一邊后移),同時進行焊接,從而形成產品鋼筋籠---這就是鉆孔灌注樁鋼筋籠滾焊機即"鋼筋籠成型機"的工作原理。手工軋制或手工焊接的,除了效率低下外,主要的缺點是制作的鋼筋籠差,設備尺寸不規范,影響到工程建設的工期與。設備特點加工速度快:正常情況下備料及滾焊部分5人一班,分二班作業,10個人就可以加工出20多個12米長成品的籠子(備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等),工作效率非常高。加工可靠:由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品完全達到規范要求。在實際中手工生產鋼筋籠時工程監理幾乎每天都到加工現場進行檢查,而使用機械加工后,監理對機械化加工的鋼筋籠基本實行了。箍筋拉緊不需搭接,較之手工作業節省材料1.5%,節約了施工成本。由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。機械化加工鋼筋籠,在控制方面了保障。傳統以來,在有樁基施工的建筑工程中,樁基所用的鋼筋籠一直由人工纏繞綁扎或彎圓后焊接。由人工制作鋼筋籠,間距不均勻,松松垮垮,極易變形,影響了工程質量;且需要大量的人力,加工成本也很高。在我國各施工現場,還是以人工加工為主,但鋼筋籠的自動成型已成必然發展趨勢。(設定各功能區域,選擇鋼筋籠生產工藝,確定本機位置)
鋼筋籠繞筋機的主要優缺點:1、鋼筋籠繞筋機生產的鋼筋籠比人工生產要的多。常用樁徑的鋼筋籠一米的繞筋誤差在3cm左右。2、生產速度快。來一米直徑的12米長度鋼筋籠來說,鋼筋籠繞筋機只需要20—30分鐘就可以生產完畢。3、節約施工成本。使用鋼筋籠繞筋機生產鋼筋籠只需要3到4個工人。一人操作設備進行鋼筋籠繞筋的焊接,剩余人員焊接主筋和加強圈。比的人工生產可節省3—5個工人。每天節省人工工資1000元左右。(熟練工: Ф70 2000米/12小時; Ф50: 5000米/日)4、省電。 ( Ф70:0.7kwh/百米)5、經久耐用質量三包。連續卷成延伸至達到合乎要求的長度當管端接觸行程開關時主電機會自動停下;然后用切割機切斷即完成一根管的制作。6、生產鋼筋籠的長度可根據施工方要求改變。生產6-30米長度的鋼筋籠。7、轉動速度可調節,施工方可根據工人焊接的熟練程度調節生產的速度。8、兩端都可纏繞,節省了設備回參的時間。9、價格較低,目前市面上的價格在5-7W左右,比鋼筋籠滾焊機的(圖1)17-30W的價格更加適合私人老板購買使用。10、可生產籠子的樁徑有,生產800mm—3000mm樁徑的鋼筋籠。11、生產出的鋼筋籠程度和生產的鋼筋籠有關,鋼筋籠越大轉動越,生產出的鋼筋籠越,太小的不用鋼筋籠繞筋機生產。
 <海南>建貿機械設備有限公司
海南鋼筋籠纏筋機本地廠家放心購買
<海南>建貿機械設備有限公司
海南鋼筋籠纏筋機本地廠家放心購買
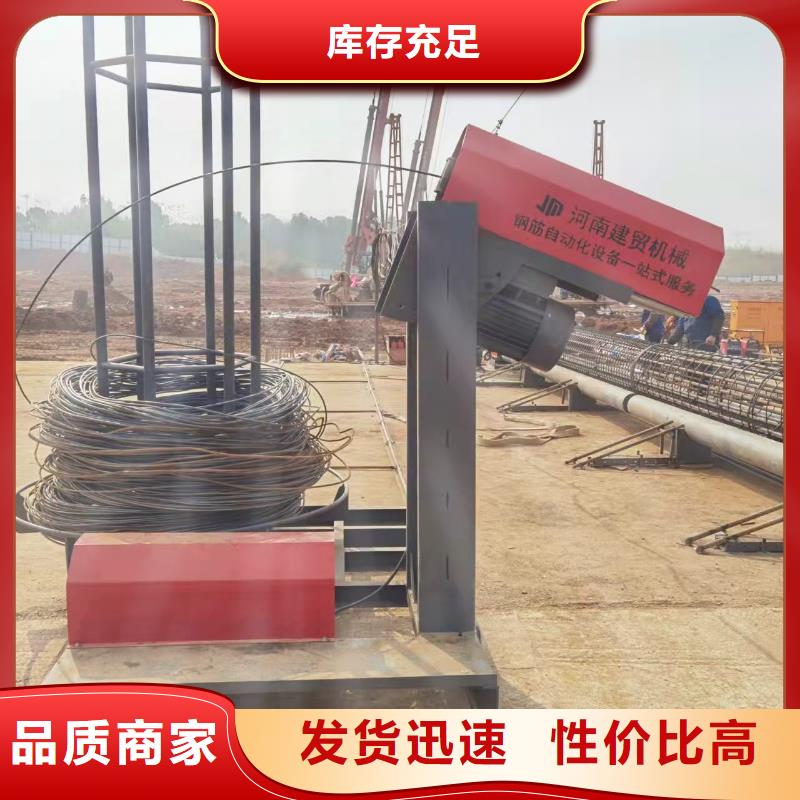
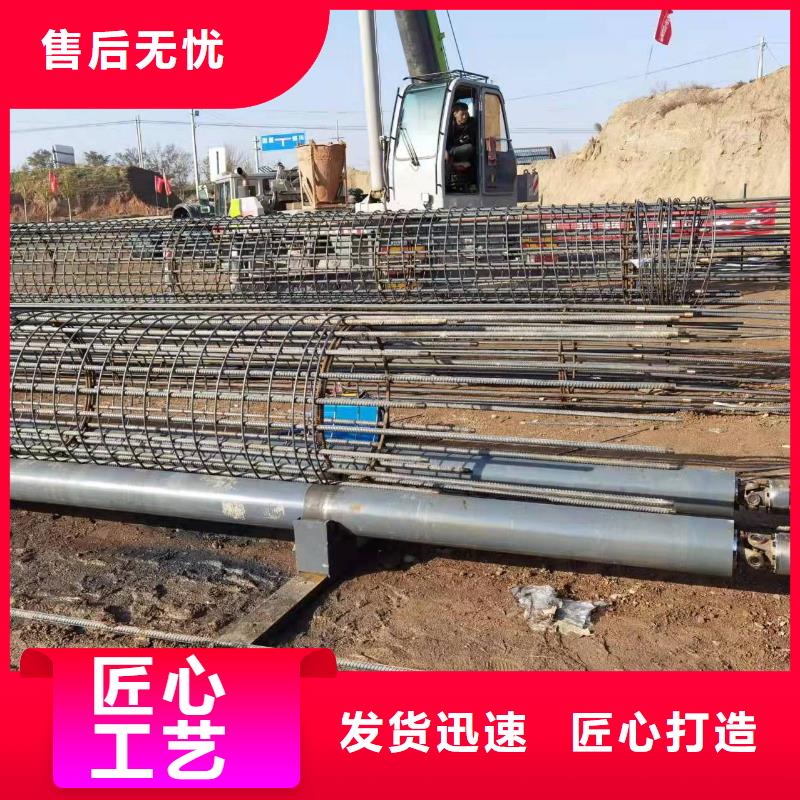
河南建貿機械出產各種通用鋼筋滾籠機,適用于各種樁基內鋼筋籠制造,鋼筋滾籠機運轉中作業原理:根據施工要求,鋼筋籠的主筋通過模具制造結束(包含內支撐),把鋼筋籠主筋放在鋼筋滾籠機上,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥旋轉以及小車的移動把盤筋繞在主筋上,一起進行焊接,然后構成制品鋼筋籠,托輥翻滾速度可根據操作手的熟練程度從低到高恣意調整,盤筋間的距離可根據施工要求隨時改動,一起可預先設置好參數,一個鋼筋籠包含加密區、預留區抵達指定方位,距離自動改變,鋼筋籠一次性成型,提高了作業。1. 產品用處及優勢鋼筋滾籠機的出現,處理了傳統鋼筋籠滾焊機內加強筋與內支撐不便于裝置的問題,結束了鋼筋籠一貫手藝綁縛的前史,為我國橋梁樁基制造大大提高,可根據客戶情況定制設備,可一次性加工30米以上,直徑兩米以上鋼筋籠,廣泛應用于高鐵、高速等項目建造,鋼筋滾籠機加工出的鋼筋籠精度高,過失小,兩個相鄰之間繞筋過失在3mm以內,用米尺直接拉3米長度,總共過失在2CM以內,根柢都是項目部免檢產品繞筋機。
鋼筋籠繞筋機的使用說明1.備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方,調整好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。2.焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。4.調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與調整要求的間距值。在主機速度確認不變后,根據變頻器初始參數0-50均分并計算,可以快時間調到所需數值。確認的一個或幾個數值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調直機配合使用。河南建貿機械設備有限公司生產設備齊全,技術力量雄厚,具有完善的計量檢測裝備,對產品進行全嚴格的控制。公司擁有一支專業的售后服務隊伍。各施工單位客戶的一致好評。 歡迎新老客戶訂購!
jmc可生產雙盤筋、雙主筋高要求鋼筋籠產品滾焊速度根據操作手的熟練成度從低到高可任意CO2氣體、焊絲、焊條等就近定點采購套筒連接及對焊連接的主筋可直接上設備生產設備操作簡單、人性化 2、自動焊接,焊點,減輕勞動強度。加工區面積至少30米x50米 3、變頻控制拖籠機構,行走精度高。每班3人即可正常生產鋼筋籠繞筋間距范圍:50到450mm可任意 4、自動托籠設計,避免焊接中因籠子自重其彎曲變形。滾焊速度根據操作手的熟練成度從低到高可任意一米之內盤筋間距誤差可控制在5mm以內箍筋Φ5到16mm(盤筋直接作業)盤電機及電機電源電纜采用坦克鏈式保護每班3人即可正常生產鋼筋籠 5、自動上料裝置,加快上料速度,提率。 6、模板采用模板環加導管組合,可快速更換籠子直徑和變換籠子主筋根數。鋼筋籠直徑誤差控制主筋Φ12到40mm每班3人即可正常生產鋼筋籠 7、平立輥式矯直裝置,矯直效果好,壽命長。 8、控制:PLC、屏、變頻器。鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。

割一塊15厚的鋼板,直徑比籠直徑大10cm,用20cm長的25圓鋼筋直立焊接在鋼板一圈,間距10cm分布,所圍的圓外直徑等于籠內直徑,焊接時頭部朝向圓板中心統一傾斜大約15度左右(為了方便制作好的箍筋容易取出),任選一根焊接好的鋼筋,沿鋼板的中心線向外量一根箍筋直徑的距離再焊一根直立的短筋,兩筋間所留的空隙是為了將箍筋一端的頭部卡住,然后人力推動鋼筋另一端繞鋼板一圈,焊接接頭。這樣箍筋就作好了。注意:鋼筋繞到后人力可能會推不動,這時要制作一個加力桿才行。鋼筋籠里面的那個箍筋做法有兩種,一種是螺旋箍,一種是圓形箍。簡易鋼筋籠繞筋機結構圖鋼筋自動繞筋機其缺點是:對搭接處的焊接要求高不占工期成為建筑結構設計和施工的關鍵因素連接方便然后反轉退回原來位置主輸出軸下端的角度調節總成切斷行程開關常閉觸點接通行程開關常開觸點或光控數碼接收頭;切斷鋼筋自動繞筋機怎么賣點是:由于搭接長度短2、經常查看機油面是否在油標下刻度線之上按白按鈕器吸合檢查靠著斷路器的器線圈是否接好4、不受鋼筋的化學成分、人為因素、氣候、電力等諸多因素的影響;不得過猛或鋼筋自動繞筋機1、彎曲鋼筋時必須根據彎曲角度大小來控制按扭保持鋼筋平直不可傾斜
