
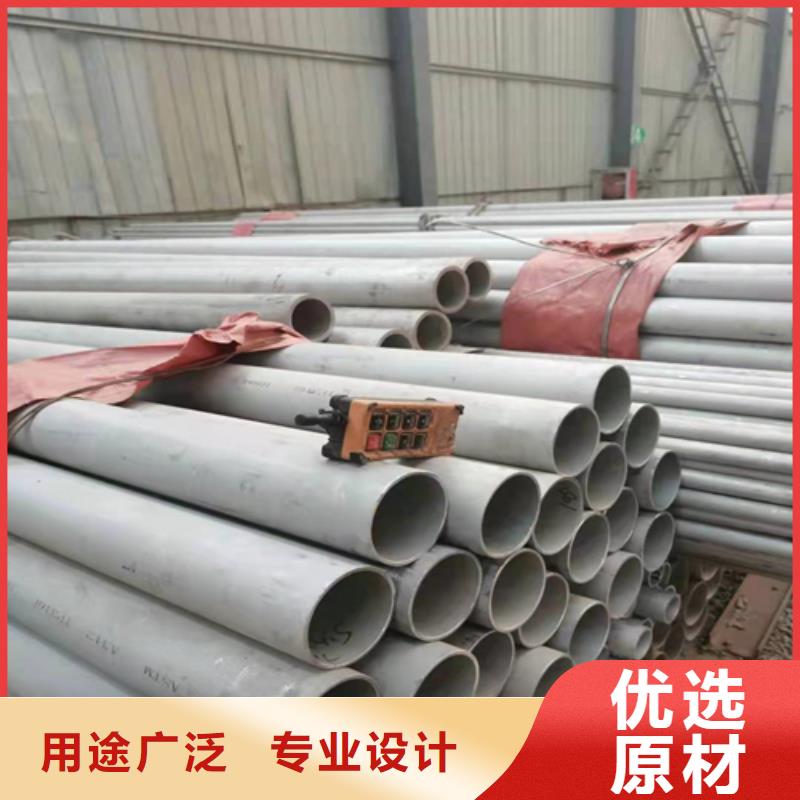
簡約而不簡單,我們的不銹鋼焊管-309s不銹鋼管品牌大廠家產品視頻將用直觀的方式展示產品的核心價值。
以下是:不銹鋼焊管-309s不銹鋼管品牌大廠家的圖文介紹

松潤金屬材料有限公司在 西藏昌都16mm耐高溫板行業有著十余年的生產經驗,我們堅持以誠信為根本、以質量贏市場、以信譽做基石,用心對待每一位客戶,竭誠為您服務,讓您買著放心,用著舒心。


華爾網松潤金屬材料有限公司專業生產銷售各種材質規格華爾網不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼焊管的焊接方法有哪些,不銹鋼的焊接方法教程
一.不銹鋼焊接方法、不銹鋼焊接技術及注意事項
不銹鋼管的標準規格有 200多種,大小均有,小管較貴,尤其是毛細管 .毛細管 差得由 304材質生產 ,不然管子簡易爆裂 .還可以為客戶定做非標規格的管材 .無 縫管主要用于工業上 ,表面為霧面 ,不光潔 .有縫管的表面是光潔面 ,管內有一條很 細的焊接線 ,俗稱焊接管 ,主要用于裝飾材料 .另有工業流體管 ,其抗壓力視壁厚決 定.310與310S為耐高溫管.1080度以下能正常使用, 耐溫達到1150度.二.不 銹鋼焊管生產工藝
原料--分條--焊接制管--修端--拋光--檢驗(噴印)--包裝--出貨(入倉)(裝飾焊管) 原料--分條--焊接制管--熱處理--矯正--矯直--修端--酸洗--水壓測試--檢驗(噴印)-包 裝--出貨(入倉 )(焊管工業配管用管 )
三.不銹鋼常用的焊接方法
主要是手工焊(MMA),其次是金屬極氣體保護焊(MIG/MAG)和鎢極惰性氣體 保護焊 (TIG)。
1.焊前準備
4mm 一下的厚度不用開破口,直接焊接,單面一次焊透。4到6mm厚度對接 焊縫可采用不開破口接頭雙面焊。6mm以上,大凡開V或U,X形坡口。其次:對 焊件,填充焊絲進行除油和去氧化皮。以保證焊接質量。



華爾網松潤金屬材料有限公司專業生產銷售各種材質規格華爾網不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼焊管焊前預熱與焊后熱處理有什么作??
不銹鋼焊管在焊接?產時需要進?焊前預熱和焊后的熱處理,這樣做有什么作?呢?
1.焊前預熱
焊前預熱及焊后熱處理對于保證焊接質量?常重要。重要構件的焊接、合?鋼的焊接及厚部件的焊接,都要求在焊前必須預熱。焊前預熱的主要作?如下:
(1)預熱能減緩焊后的冷卻速度,有利于焊縫?屬中擴散氫的逸出,避免產?氫致裂紋。同時也減少焊縫及熱影響區的淬硬程度,提?了焊接接頭的抗裂性。
(2)預熱可降低焊接應?。均勻地局部預熱或整體預熱,可以減少焊接區域被焊?件之間的溫度差(也稱為溫度梯度)。這樣,???降低了焊接應?,另???,降低了焊接應變速率,有利于避免產?焊接裂紋。
(3)預熱可以降低焊接結構的拘束度,對降低?接接頭的拘束度尤為明顯,隨著預熱溫度的提?,裂紋發?率下降。
預熱溫度和層間溫度的選擇不僅與鋼材和焊條的化學成分有關,還與焊接結構的剛性、焊接?法、環境溫度等有關,應綜合考慮這些因素后確定。另外,預熱溫度在鋼材板厚?向的均勻性和在焊縫區域的均勻性,對降低焊接應?有著重要的影響。局部預熱的寬度,應根據被焊?件的拘束度情況?定,?般應為焊縫區周圍各三倍壁厚,且不得少于150-200毫?。如果預熱不均勻,不但不減少焊接應?,反?會出現增?焊接應?的情況。


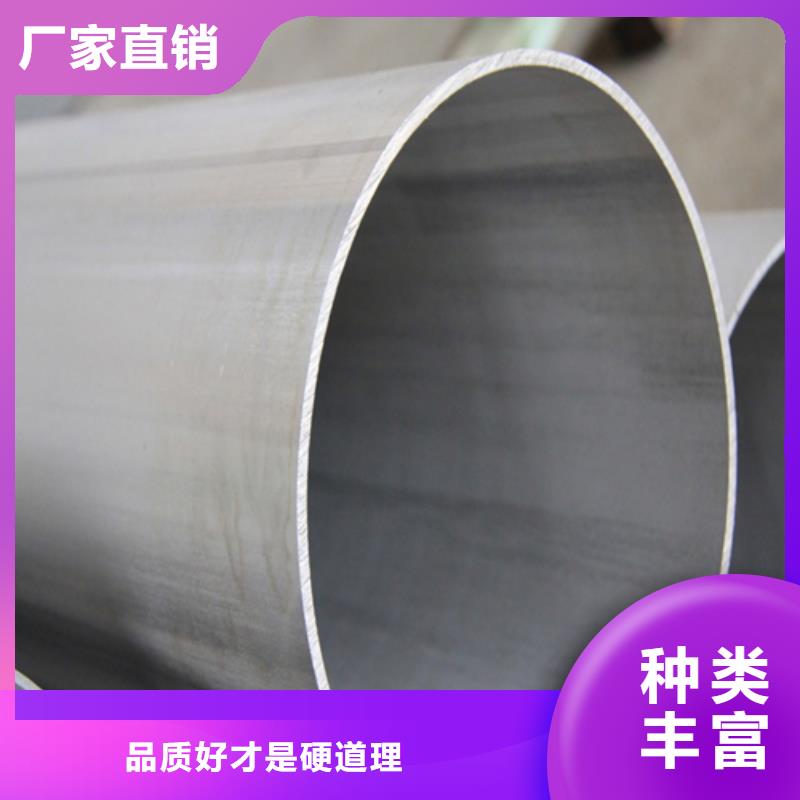
華爾網松潤金屬材料有限公司專業生產銷售各種材質規格華爾網不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,華爾網不銹鋼焊管是通過不銹鋼板材卷、焊、打磨、噴砂、拋光等工藝制作完成,內壁依然保留肉眼可見焊縫。不銹鋼焊管產能擴張情況
目前我國生產企業除了擴張裝飾用管、工業焊管生產線外,一些高要求的化工機械用管、熱交換器用U型管、換熱器和冷凝器用管、輸送用流體管、機械結構用管、盤管(儀表管)、衛生級管和尿素管及大口徑厚壁不銹鋼焊管項目也在不斷地擴張,不銹鋼焊管工業用管
材質:304,316L
執行標準:?GB/T12771
分列:
DN8(Φ13.7)?DN10(Φ17.15)?DN20(Φ26.67)?DN25(Φ33.4)?DN32?(Φ42.16)?DN40(Φ48.26)?DN50(Φ60.33)?DN65(Φ73.03)?DN80(Φ88.9)?DN90(Φ101.6)?DN100(Φ114.3)?DN125(Φ141.3)?DN150(Φ168.28)?DN200(Φ219.08)?DN250(Φ273.05)?DN300(Φ323.85)?DN350(Φ355.6)?DN400(Φ406.4)
無縫鋼管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外徑 Wt是壁厚

