

觀看我們的產品視頻,就像打開了一扇通往15crmoH型鋼石油天燃氣產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。
以下是:15crmoH型鋼石油天燃氣的圖文介紹

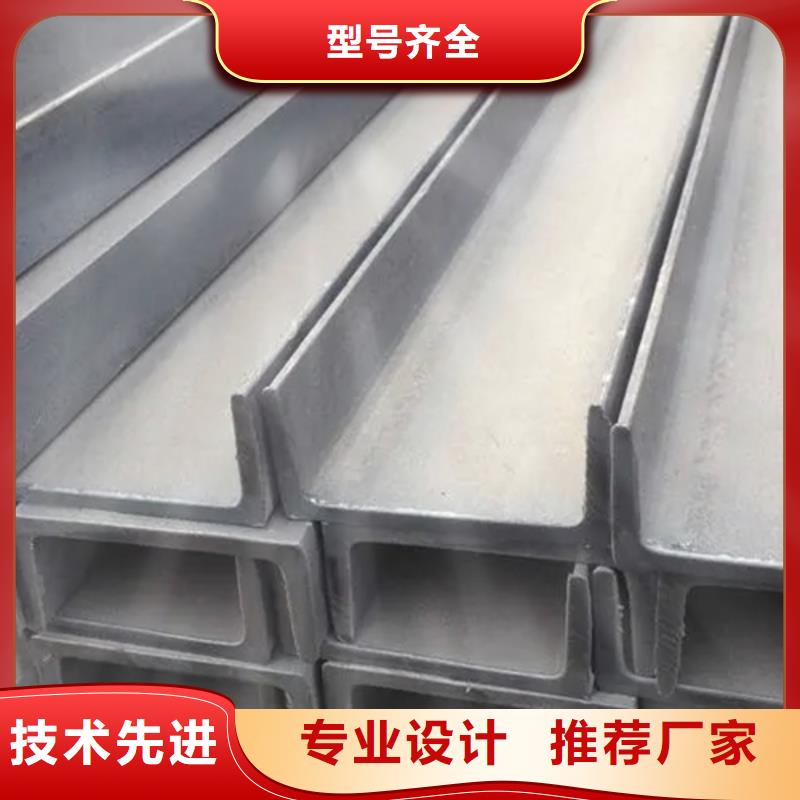
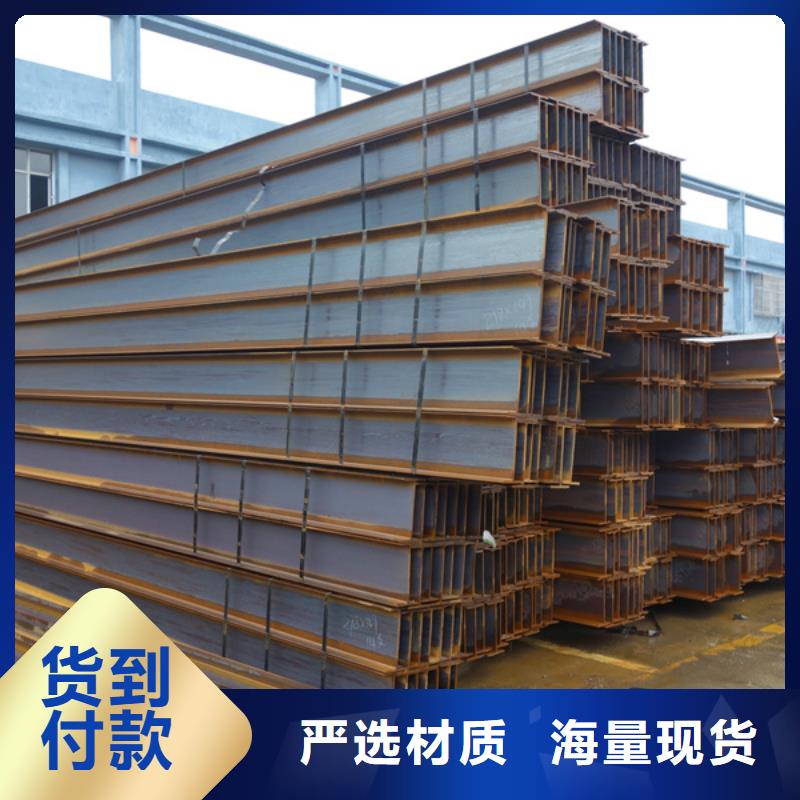
華爾網Q355EH型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。華爾網型材可生產的 軋制h型鋼高度為800mm,超過了只能是焊接組合截面。 我國Q355E熱軋H型鋼國標(GB/T11263-1998)將H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣H型鋼適用于梁或壓彎構件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構件或壓彎構件。Q355E工字鋼與Q355EH型鋼相比,等重量前提下,w、ix、iy都不如h型鋼。


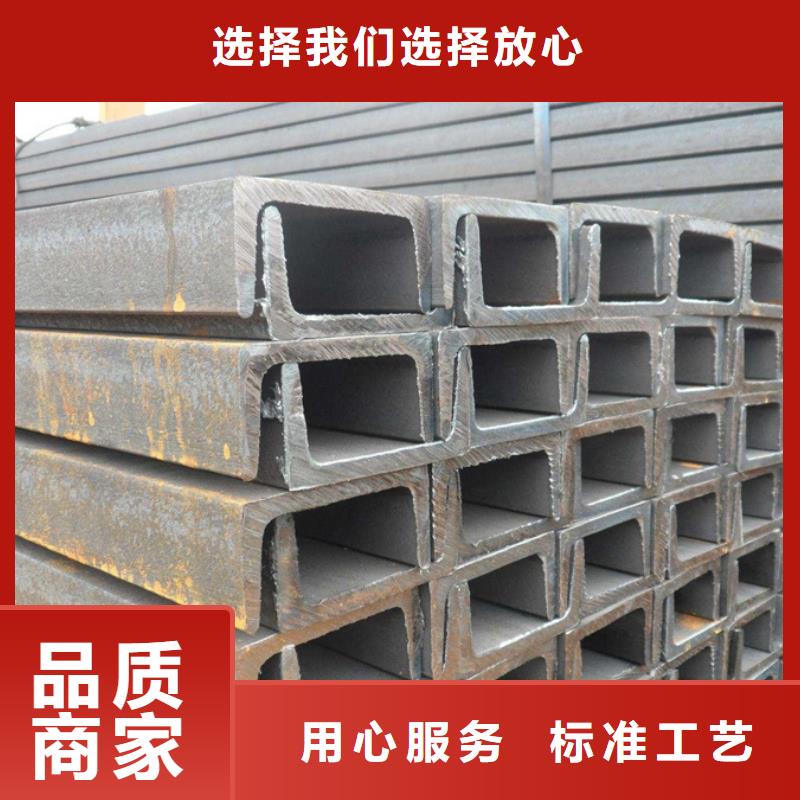
華爾網Q355E槽鋼的對接工藝共有五點,下面就來逐一介紹每一個步驟:一步:原材料檢驗:檢驗準備對接槽鋼的外形尺寸是否合格,若不合格則需矯正或更換材料。二步:劃線:a)根據對接后的長度尺寸,在準備對接的角鋼上劃線,劃線前應滿足兩個要求:()、保證對接槽鋼的小長度要大于200mm。(2)、長度方向上應留有2~3mm的余量。b)劃線的原則是槽鋼的兩翼板上的切割線應垂直于腹板,腹板上切割線應成45°夾角。三步:華爾網型材切割:用半自動火焰切割機沿劃線下料,下料后用半自動火焰切割機或砂輪機在槽鋼內側面開 45°單V形坡口(見下圖)。切割面應光滑平整,無缺口。四步:拼裝:拼裝前把兩根準備拼裝的槽鋼倒扣于平臺上,然后調整兩槽鋼的直線度及間隙,點焊固定。五步:焊接:采用氣體保護焊(GMAW)焊接,為減少焊接變形,焊前應將槽鋼成對背靠背點焊在一起,先焊翼板上的坡口側,然后焊接腹板的坡口,坡口側焊接完成后。打開成對第六步:注意要點:焊接的話主要是擔心焊不牢和焊接應力過大。



在未來,蘇滬金屬制品有限公司將繼續做好 河北張家口09CuPCrNiA角鋼產品,發揚“超越自我、追求圓滿”的企業精神,以“人人品管,技術爭先,團結協作,求真務實。”的宗旨,不斷進行經營改革和管理創新,增強企業的整體競爭力、凝聚力、創新力,來服務于社會。

華爾網熱鍍鋅槽鋼熱鍍鋅工藝具有生產成本低、方法易行、陰極保護、鍍層牢固、外觀漂亮等優點,普遍被應用到許多領域,熱鍍鋅槽鋼防腐問題在整個經濟中具有重要的經濟意義,熱鍍鋅槽鋼主要用作屋面、墻壁、落水槽、落水管、下水道、隔墻龍骨架、通風管道、空調設備等,車輛外殼及內部構件、船舶的頂棚及隔墻。華爾網Q345B熱浸鍍鋅槽鋼俗稱熱鍍鋅槽鋼,也能夠稱之為熱浸鋅槽鋼,是以普通槽鋼為基材,在除銹操作后,浸入440~460℃左右消融的鋅液中,使槽鋼構件外表不只鍍上較厚的純鋅層,而且還生成一種鋅鐵合金層,從而起到防腐的目的。華爾網型材中熱鍍鋅槽鋼工藝流程:原料檢驗→酸洗→清洗→助鋅→烘干→鍍鋅→冷卻→鈍化→清洗→廢品檢驗→檢驗打包等, 依照習氣常常依據鍍前處置辦法的不同把熱鍍鋅工藝分為線外退火和線內退火兩大類。

