

我們精心制作的涂塑鋼管,鍍鋅型材匠心打造產品視頻已經準備就緒,探尋涂塑鋼管,鍍鋅型材匠心打造產品背后的故事,視頻帶你走進精彩世界!
以下是:涂塑鋼管,鍍鋅型材匠心打造的圖文介紹
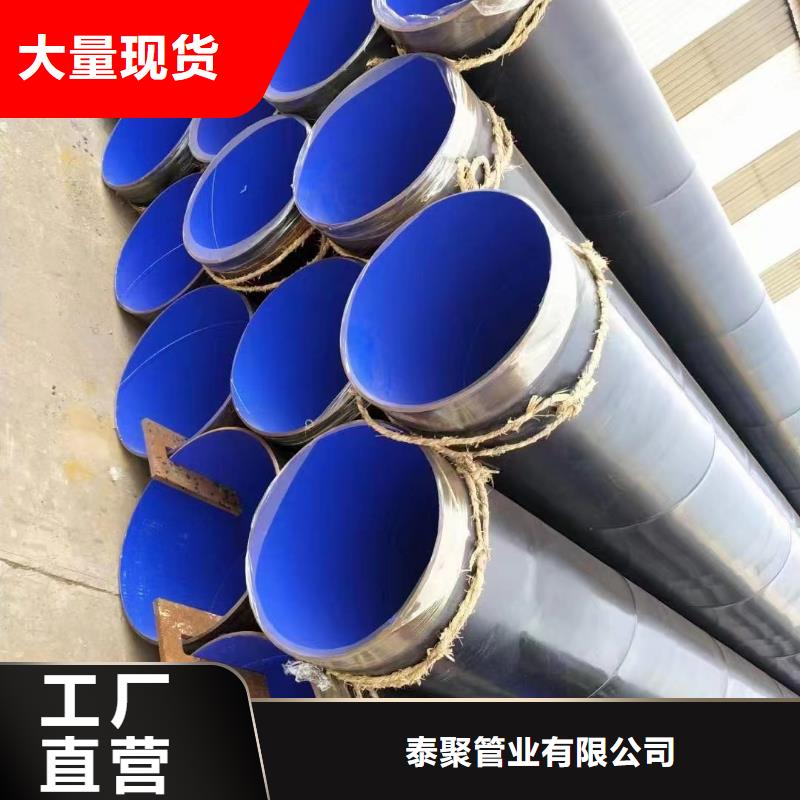
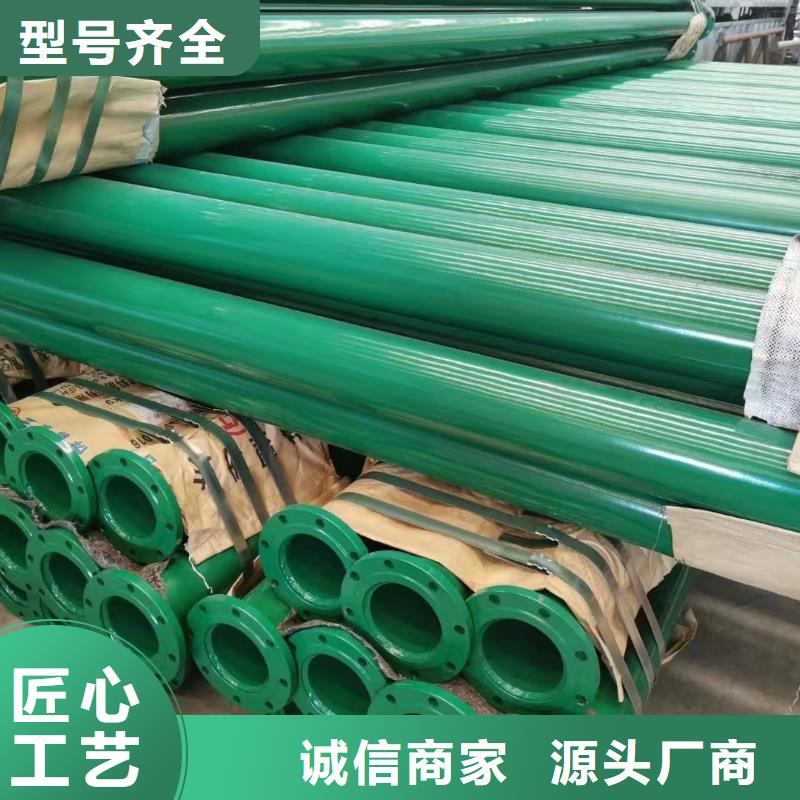
產品優勢圖


華爾網內外涂塑鋼管,內外涂塑鋼管是在鋼管內壁融溶一層厚度為 0.5 ~ 1.0mm 的聚乙烯(PE )樹脂、乙烯-丙烯酸共聚物(EAA)、環氧(EP)粉末、聚丙烯( PP )或聚氯乙烯(PVC)等有機物而構成的鋼塑復合型管材,它不但具有鋼管的高強度、易連接、耐水流沖擊等優點,還克服了鋼管遇水易腐蝕、污染、結垢及塑料管強度不高、消防性能差等缺點,設計壽命可達50 年。主要缺點是安裝時不得進行彎曲,熱加工和電焊切割等作業時,切割面應使用生產廠家配有的常溫固化膠涂刷,對損傷部位進行修補。



華爾網工程標準編輯 播報
《建筑給水排水設計規范》 GB 50015-2003;
《建筑給水排水及采暖工程施工質量驗收規范》GB50242-2016;
《煤礦礦用產品標志暫行辦法》;
《給水涂塑復合鋼管》CJ/T 120-2016 [2] 。
檢測方法編輯 播報
1.外觀檢查
目測檢查涂覆鋼管的外觀質量,試驗結果應符合5.1的規定。
2.厚度測量
從涂塑鋼管的兩端取不同長度的兩個橫斷面,在每個橫斷面用電磁測厚儀測量圓周上直交的任意四點的涂層厚度,試驗結果應符合5.4的規定。
3.針孔試驗
管段試件長度約為1000mm,用電火花檢漏儀對鋼管涂層在規定試驗電壓下進行檢查,涂層厚度不大于0.4mm,試驗電壓為1500 V,涂層厚度大于0.4mm,試驗電壓為2000V。檢查有無電火花產生,試驗結果應符合5.5的規定。
4.附著力試驗
附著力試驗按CJ/T 120-2008中7.4.2進行,試驗結果應符合5.6的規定。
5.彎曲試驗
DN≤50mm的涂覆鋼管進行彎曲試驗。管段試件長度為(1200±100)mm。
在溫度為(20±5)℃的環境下,以鋼管公稱通徑的8倍為曲率半徑,彎曲角度為30°,在彎管機或模具上進行彎曲。彎曲試驗時管內不帶填充物,焊縫位于彎曲主面的側面。
試驗后,從彎曲圓弧的中部將試件剖開,檢查內涂層,試驗結果應符合5.7的規定。
6.壓扁試驗
DN>50 mm的涂覆鋼管進行壓扁試驗。管段試件尺寸長為(50±10)mm。
在溫度為(20±5) ℃的環境下,將試件置于兩平板之間,在壓力試驗機上逐漸壓縮至兩平板間距離為試件外徑的五分之四,壓扁時涂覆鋼管焊縫垂直于載荷施加方向。試驗后,檢查內涂層,試驗結果應符合5.8的規定。
7.壓扁試驗
8.沖擊試驗
從涂覆鋼管的任意位置切取長約100mm的試樣,在溫度為(20±5)℃的環境下,按規定進行沖擊試驗,觀察內涂層的損壞情況。試驗時,焊縫應在沖擊面相反的方向,試驗結果應符合5.9的規定。
9.真空試驗
管段試件長度為(500±50)mm,使用適當的措施堵住管道進出口,從進口逐漸增加負壓至660mm汞柱,保持1min,驗后檢查內涂層,試驗結果應符合5.10的規定。
10.高溫試驗
管段試件長度為(100±10)mm,將試件放置在恒溫箱中,升溫至(300±5)℃,并恒溫1h,然后取出自然冷至常溫。試驗后,取出試件并檢查內涂層(允許外觀顏色變深、發暗現象),試驗結果應符合5.11的規定。
11.低溫試驗
管段試件尺寸長度為(100±10)mm,將試件放置在低溫箱中,降溫至(-30±2)℃,并恒溫1h,然后取出放置在溫度為(20±5)℃的環境下(4~7)h。
12.壓力循環試驗
與水壓供給系統相連接,充水排除空氣,然后進行3000次從(0.4±0.1)MPa至 MPa的交變水壓試驗,每次試驗的周期不大于2s。試驗后檢查內涂層,并按6.4的規定進行附著力試驗,試驗結果應符合5.13的規定。
13.溫度循環試驗
管段試件長度為(500±50)mm,將試件按下列順序在每個溫度條件下放置24h:
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃;
試驗后試件放置在溫度為(20±5)℃的環境中24h,檢查內涂層情況,并按6.4的規定進行附著力試驗,試驗結果應符合5.14的規定。
14.溫水老化試驗
管段試件尺寸長度約為100mm,管段兩端裸露處應進行相應的防腐處理,將管段放置在(70±2)℃的蒸餾水中浸泡30d,試驗后取出自然冷卻至常溫,檢查試件內涂層,試驗結果應符合5.15的規定 [

產品案例

公司實力

華爾網施工、安裝要點編輯 播報
1、應按《建筑給水涂塑復合管管道工程技術規程》CECS125:2001執行。
2、涂塑鋼管應選用下列施工機具:
(1)切割應采用金屬鋸切割;
(2)壓槽應采用專用滾槽機;
(3)彎管應采用彎管機冷彎;
(4)套絲應采用電動套絲機進行管螺紋加工;
(5)涂塑鋼管端口去毛刺和加工園角應采用銼刀加工;
(6)涂敷高強度無機溶劑液體環氧樹脂涂料應采用小毛刷或小牙刷。
3、涂塑鋼管施工程序應符合下列要求:
(1)涂塑鋼管不宜埋設于鋼筋混凝土結構層中;
(2)涂塑鋼管管道安裝中禁止進行焊接;
(3)涂塑鋼管管道安裝宜從大口徑逐漸接駁到小口徑,管口應及時封堵;
(4)涂塑鋼管在運輸、裝卸及工地施工中,嚴禁拋摔和劇烈撞擊;
(5)涂塑鋼管安裝時,管徑不大于DN50時可用彎管機冷彎,但其彎曲曲率半徑不得小于8倍管徑,彎曲角度不得大于10°

泰聚管業有限公司主營: 浙江金華直縫管,我司是一家專業制造 浙江金華直縫管的生產企業。本公司自行設計、制造 浙江金華直縫管。本公司始終以質量、誠信為本、服務為發展方針,以開拓發展湛新的技術為前進動力,本公司熱忱歡迎社會各界人士光臨指導、惠顧洽談,共謀發展。

