


我們為您呈現的201不銹鋼復合管道路隔離欄桿品質保證實力見證產品視頻,旨在讓您更直觀地感受產品的各項功能和特點。請您抽出片刻時間觀看
以下是:201不銹鋼復合管道路隔離欄桿品質保證實力見證的圖文介紹
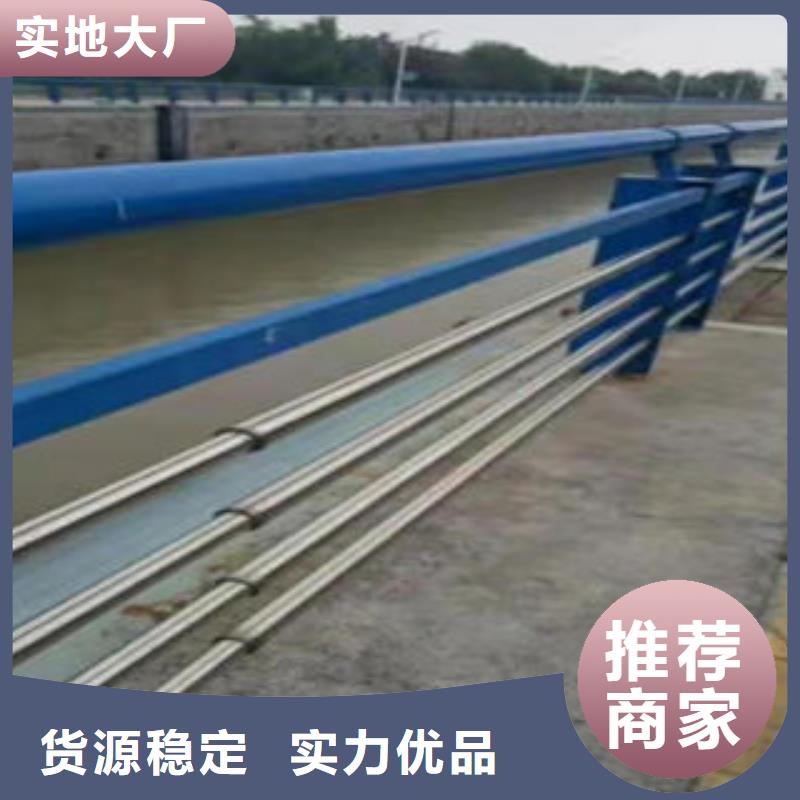
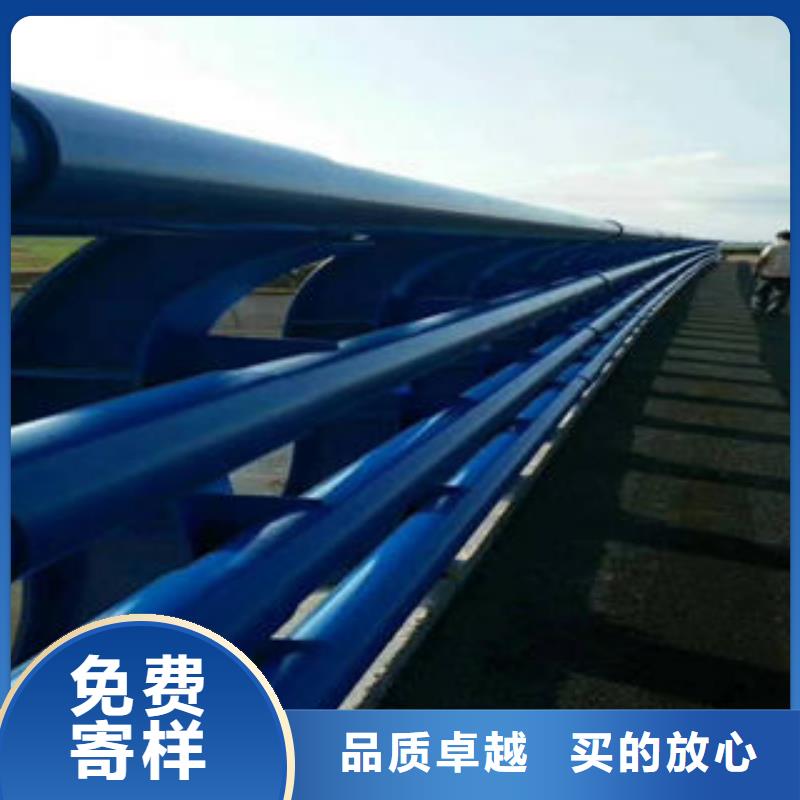
瀘州不銹鋼復合管護欄
鑫海達不銹鋼復合管生產制造廠家有限公司
好貨采購 品質保障 售后無憂


瀘州不銹鋼復合管護欄的詳細介紹
極速發貨 精工細作

鑫海達不銹鋼復合管生產制造廠家有限公司坐落于經濟開發區,本公司專業生產 四川瀘州不銹鋼復合管護欄。“ 質量為基礎,誠信求永恒,厚德載物” 是我公司的企業發展宗旨,也是企業員工孜孜不倦的努力方向 。 公司經多年的發展和努力,擁有著一批專業的服務團隊,從機器設計、生產加工、安裝運行到售后服務,有朋至遠方來,不亦樂乎! 歡迎各地朋友前來參觀考察,共謀發展,共創美好未來!



熱成型制造工藝包括熱軋和熱擠壓兩種方法,前者主要適用于有縫復合管的生產,后者適用于無縫復合管的生產。軋制是一種傳統的制備復合金屬的方法。熱軋復合實質上屬于壓力焊,如果變形量足夠大,軋輥施加的壓力就會破壞金屬表面的氧化膜,使表面達到原子接觸,從而使兩表面焊在一起。軋制的優缺點分別為:優點:生產率高、質量好、成本低,并可大量節省金屬材料的損耗,因此是目前應用極為廣泛的復合材料生產技術。軋制結合的復合板占復合板總產量的90%,而且經常應用于壁厚小于32mm的管材的加工。缺點:一次性投資大,而且很多材料組合不能通過軋制復合實現。目前應用廣泛的還是利用軋制工藝進行碳鋼、不銹鋼有縫復合管的制造。
熱擠壓一般是針對雙金屬管坯進行的,稱為復合擠壓(coextrude)。復合擠壓目前是生產不銹鋼和高鎳合金無縫復合管的好方法,日本制鋼所利用這種方法生產8in(203.2mm)以下的雙金屬復合管。它是將兩種以上的金屬組成的一大直徑復合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環狀空間。當擠壓坯料截面縮減到10:1時,高的擠壓壓力和溫度會在界面處產生“壓力焊”的焊接效應,促進界面間的快速擴散和廣泛結合,實現界面的冶金結合。擠壓前的復合管坯制造方法有三種:由鍛造坯料通過熱穿孔和放大擠壓獲得;直接離心旋鑄;用耐蝕粉末顆粒。也有內外兩種金屬原材料均采用粉末的,稱為“nuval”工藝,可以開發新型合金,但粉末制備成本太高。
優點:界面為冶金結合;擠壓過程中涉及的力完全是壓應力,因此特別適合于熱加工性不好、塑性低的高合金金屬的加工。缺點:由于結合決定于擠壓過程中極短時間內的元素界面擴散,通常會因氧化物膜的存在而受到影響,因此目前復合擠壓僅限于碳鋼、不銹鋼和高鎳合金間的復合。需要指出的是,熱擠壓的變形抗力小,允許每次變形程度大,導致表面粗糙度較高,因此也有先熱擠壓再進行冷軋(或冷拔)制造復合管的方法。
離心鑄造和離心鋁熱劑法離心鑄造是為適應海洋油氣生產而開發的,適用于制造內襯金屬熔點低于外層金屬熔點的復合管。襯層和基體均采用液態金屬。將制外管的鋼液引入一旋轉金屬模,在外管凝固過程中監測管內溫度。當外管凝固并達到一定溫度時,澆入耐蝕合金等內層金屬。通過控制鑄造條件,可以生產出牢固的冶金結合的雙金屬復合管。
當應用液態金屬進行表面堆敷時,采用離心技術可復合層容易出現的氣孔和夾雜。這時,熔化金屬中密度低的渣、雜質和氣體上升到表面,而較重的金屬成分下沉,在管壁上形成一致密層,從而提高熔敷質量和再現性。因此其優缺點分別為:
優點:界面實現冶金結合,致密度高,排渣、排氣性好。缺點:若沒有其后的熱變形,僅限于鑄態使用,其粗大的鑄態組織導致各層金屬的力學性能不能充分發揮。另外,該方法不能生產外層為輕合金的復合鋼管。
熱擠壓一般是針對雙金屬管坯進行的,稱為復合擠壓(coextrude)。復合擠壓目前是生產不銹鋼和高鎳合金無縫復合管的好方法,日本制鋼所利用這種方法生產8in(203.2mm)以下的雙金屬復合管。它是將兩種以上的金屬組成的一大直徑復合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環狀空間。當擠壓坯料截面縮減到10:1時,高的擠壓壓力和溫度會在界面處產生“壓力焊”的焊接效應,促進界面間的快速擴散和廣泛結合,實現界面的冶金結合。擠壓前的復合管坯制造方法有三種:由鍛造坯料通過熱穿孔和放大擠壓獲得;直接離心旋鑄;用耐蝕粉末顆粒。也有內外兩種金屬原材料均采用粉末的,稱為“nuval”工藝,可以開發新型合金,但粉末制備成本太高。
優點:界面為冶金結合;擠壓過程中涉及的力完全是壓應力,因此特別適合于熱加工性不好、塑性低的高合金金屬的加工。缺點:由于結合決定于擠壓過程中極短時間內的元素界面擴散,通常會因氧化物膜的存在而受到影響,因此目前復合擠壓僅限于碳鋼、不銹鋼和高鎳合金間的復合。需要指出的是,熱擠壓的變形抗力小,允許每次變形程度大,導致表面粗糙度較高,因此也有先熱擠壓再進行冷軋(或冷拔)制造復合管的方法。
離心鑄造和離心鋁熱劑法離心鑄造是為適應海洋油氣生產而開發的,適用于制造內襯金屬熔點低于外層金屬熔點的復合管。襯層和基體均采用液態金屬。將制外管的鋼液引入一旋轉金屬模,在外管凝固過程中監測管內溫度。當外管凝固并達到一定溫度時,澆入耐蝕合金等內層金屬。通過控制鑄造條件,可以生產出牢固的冶金結合的雙金屬復合管。
當應用液態金屬進行表面堆敷時,采用離心技術可復合層容易出現的氣孔和夾雜。這時,熔化金屬中密度低的渣、雜質和氣體上升到表面,而較重的金屬成分下沉,在管壁上形成一致密層,從而提高熔敷質量和再現性。因此其優缺點分別為:
優點:界面實現冶金結合,致密度高,排渣、排氣性好。缺點:若沒有其后的熱變形,僅限于鑄態使用,其粗大的鑄態組織導致各層金屬的力學性能不能充分發揮。另外,該方法不能生產外層為輕合金的復合鋼管。