

我們精心制作的方矩管流體管自產(chǎn)自銷產(chǎn)品視頻已經(jīng)準(zhǔn)備就緒,【解鎖新品!】方矩管流體管自產(chǎn)自銷產(chǎn)品視頻,帶你穿越新品體驗(yàn)之旅!
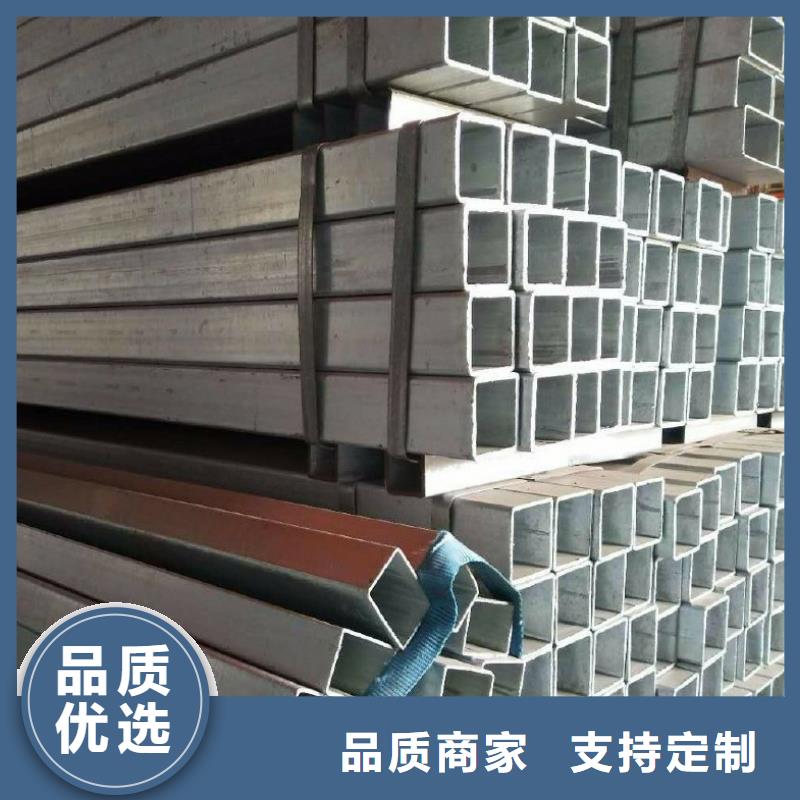
以下是:方矩管流體管自產(chǎn)自銷的圖文介紹
恒永興金屬材料銷售 有限公司設(shè)備,精益制造。公司完成了【湖南岳陽(yáng)低中壓鍋爐管】產(chǎn)業(yè)化生產(chǎn)基地戰(zhàn)略布局,現(xiàn)擁有總規(guī)模達(dá)10萬(wàn)平方米的生產(chǎn)基地,目前是全國(guó)生產(chǎn)能力強(qiáng)、規(guī)格高的【湖南岳陽(yáng)低中壓鍋爐管】生產(chǎn)基地之一。
自銷")
自銷")
自銷")
在我們的周圍,可以看到很多管道系統(tǒng),比如說(shuō)自來(lái)水管,或者是燃?xì)夤艿鹊取_@些地方都會(huì)將鋼管,作為鋪設(shè)管道理想的管道材料,因?yàn)殇摴芟啾容^于,其他材質(zhì)的管道而言,有著硬度方面的優(yōu)勢(shì)。不過(guò)在過(guò)去,鋪設(shè)管道系統(tǒng)的時(shí)候,總會(huì)出現(xiàn)很多的難題。因?yàn)樵谀莻€(gè)時(shí)候,鋼管的制作技術(shù),還并不是那么的先進(jìn)。這使得當(dāng)時(shí)的鋼管,各方面的性能,并不是那么的。尤其是在鋼管的韌性方面不夠,導(dǎo)致了鋼管在進(jìn)行連接的時(shí)候,總會(huì)遇到很多的麻煩。比如說(shuō)連接的時(shí)候,需要用到很多其他的接頭,才可以將兩段不同的鋼管,很好的連接到一起。或者是在對(duì)于鋼管,進(jìn)行擴(kuò)口操作的時(shí)候,管道出現(xiàn)了裂縫等情況。每一次出現(xiàn)這樣的問(wèn)題,都會(huì)帶來(lái)一定的損失,但是在現(xiàn)在,這樣的一些問(wèn)題,已經(jīng)是全部不存在了。那是因?yàn)楝F(xiàn)在的管道系統(tǒng),所使用的管道,就是方矩管,而方矩管就可以,很好的解決了,管道在連接之時(shí)所遇到的難題。比如說(shuō)當(dāng)連接,兩段不同管道之時(shí),根本不需要使用其他的接頭。因?yàn)榉骄毓埽旧韺?duì)于管道各方面的參數(shù),都是有著非常嚴(yán)格的標(biāo)準(zhǔn)。如果你嚴(yán)格按照了,實(shí)現(xiàn)預(yù)想好的,不同規(guī)格型號(hào)的鋼管。那么在連接之時(shí),鋼管就可以,像你所預(yù)想的那樣,可以進(jìn)行很好的連接,好不會(huì)出現(xiàn)縫隙的問(wèn)題。
自銷")
自銷")
自銷")
熱軋方矩管的工藝流程:熱軋方矩管用連鑄圓管坯板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)入精軋機(jī),實(shí)施計(jì)算機(jī) 控制軋制,終軋后即經(jīng)過(guò)層流冷卻和卷取機(jī)卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚(yú)尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
方矩管內(nèi)應(yīng)力的退火工藝:將小口徑方矩管加熱到一定溫度(通常在相變溫度或再結(jié)晶溫度以下),保溫一段時(shí)間,然后緩慢冷卻,以各種方矩管內(nèi)應(yīng)力的退火工藝。在壓力加工、鑄造、焊接、熱處理、切削加工和其他工藝過(guò)程中,制品可能產(chǎn)生內(nèi)應(yīng)力。多數(shù)情況下,在工藝過(guò)程結(jié)束后,金屬內(nèi)部將保留一部分殘余應(yīng)力。殘余應(yīng)力可導(dǎo)致工件破裂、變形或尺寸變化,殘余應(yīng)力也提高金屬化學(xué)活性,在殘余拉應(yīng)力作用下特別容易造成晶間腐蝕破裂。因此,殘余應(yīng)力將影響小口徑方矩管的使用性能或?qū)е鹿ぜ^(guò)早失效。進(jìn)行去應(yīng)力退火時(shí),小口徑方矩管在一定溫度作用下通過(guò)內(nèi)部局部塑性變形(當(dāng)應(yīng)力超過(guò)該溫度下材料的屈服強(qiáng)度時(shí))或局部的弛豫過(guò)程(當(dāng)應(yīng)力小于該溫度下材料的屈服強(qiáng)度時(shí))使殘余應(yīng)力松弛而達(dá)到的目的。在去應(yīng)力退火時(shí),工件一般緩慢加熱至較低溫度(灰口鑄鐵為500~550℃,方矩管為500~650℃,有色金屬合金沖壓件為再結(jié)晶開(kāi)始溫度以下),保持一段時(shí)間后,緩慢冷卻,以防止產(chǎn)生新的殘余應(yīng)力。去應(yīng)力退火并不能完全方矩管內(nèi)部的殘余應(yīng)力,而只是大部分。要使殘余應(yīng)力徹底,需將小口徑方矩管加熱至更高溫度。在這種條件下,可能會(huì)帶來(lái)其他組織變化,危及小口徑方矩管的使用性能。
方矩管內(nèi)應(yīng)力的退火工藝:將小口徑方矩管加熱到一定溫度(通常在相變溫度或再結(jié)晶溫度以下),保溫一段時(shí)間,然后緩慢冷卻,以各種方矩管內(nèi)應(yīng)力的退火工藝。在壓力加工、鑄造、焊接、熱處理、切削加工和其他工藝過(guò)程中,制品可能產(chǎn)生內(nèi)應(yīng)力。多數(shù)情況下,在工藝過(guò)程結(jié)束后,金屬內(nèi)部將保留一部分殘余應(yīng)力。殘余應(yīng)力可導(dǎo)致工件破裂、變形或尺寸變化,殘余應(yīng)力也提高金屬化學(xué)活性,在殘余拉應(yīng)力作用下特別容易造成晶間腐蝕破裂。因此,殘余應(yīng)力將影響小口徑方矩管的使用性能或?qū)е鹿ぜ^(guò)早失效。進(jìn)行去應(yīng)力退火時(shí),小口徑方矩管在一定溫度作用下通過(guò)內(nèi)部局部塑性變形(當(dāng)應(yīng)力超過(guò)該溫度下材料的屈服強(qiáng)度時(shí))或局部的弛豫過(guò)程(當(dāng)應(yīng)力小于該溫度下材料的屈服強(qiáng)度時(shí))使殘余應(yīng)力松弛而達(dá)到的目的。在去應(yīng)力退火時(shí),工件一般緩慢加熱至較低溫度(灰口鑄鐵為500~550℃,方矩管為500~650℃,有色金屬合金沖壓件為再結(jié)晶開(kāi)始溫度以下),保持一段時(shí)間后,緩慢冷卻,以防止產(chǎn)生新的殘余應(yīng)力。去應(yīng)力退火并不能完全方矩管內(nèi)部的殘余應(yīng)力,而只是大部分。要使殘余應(yīng)力徹底,需將小口徑方矩管加熱至更高溫度。在這種條件下,可能會(huì)帶來(lái)其他組織變化,危及小口徑方矩管的使用性能。
自銷")
自銷")
方矩管通常都是熱縮式的冷軋管,通常為了保證管道質(zhì)量,都會(huì)在出廠前進(jìn)行檢測(cè),包括有力學(xué)性能檢測(cè)、工藝性能測(cè)試、渦流探傷,超聲波探傷、液壓試驗(yàn)、金相檢測(cè)等等,管道應(yīng)用的領(lǐng)域不同,測(cè)試的方法也有所區(qū)別。這類型的管道材料,同樣是采用冷拔和熱軋兩種處理方法制造而成,能夠承受更高的高壓,而不會(huì)產(chǎn)生泄露情況,同時(shí)光潔度高,在冷彎狀態(tài)下不會(huì)發(fā)生形變,這些都是方矩管的優(yōu)勢(shì)。方矩管的高質(zhì)量,主要是表現(xiàn)在尺寸精度和表面光潔度方面,即使是經(jīng)過(guò)熱處理之后,管道表面也不會(huì)有氧化膜,冷彎不變形,因此能夠進(jìn)行更為復(fù)雜的機(jī)械加工處理,這些都是方矩管的優(yōu)勢(shì)所在。在強(qiáng)大的外力作用之下,方矩管的抗塑性和防斷裂能力都有一定程度的。
自銷")
自銷")
自銷")
點(diǎn)擊查看恒永興金屬材料銷售
有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
