




萊蕪重信譽數控鋼筋籠地滾籠機廠商
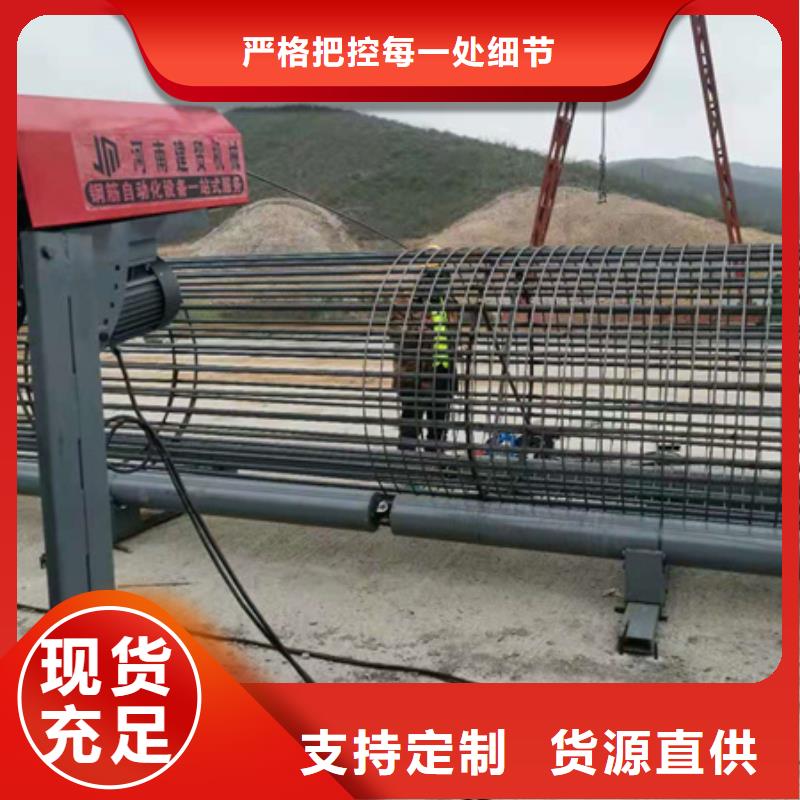
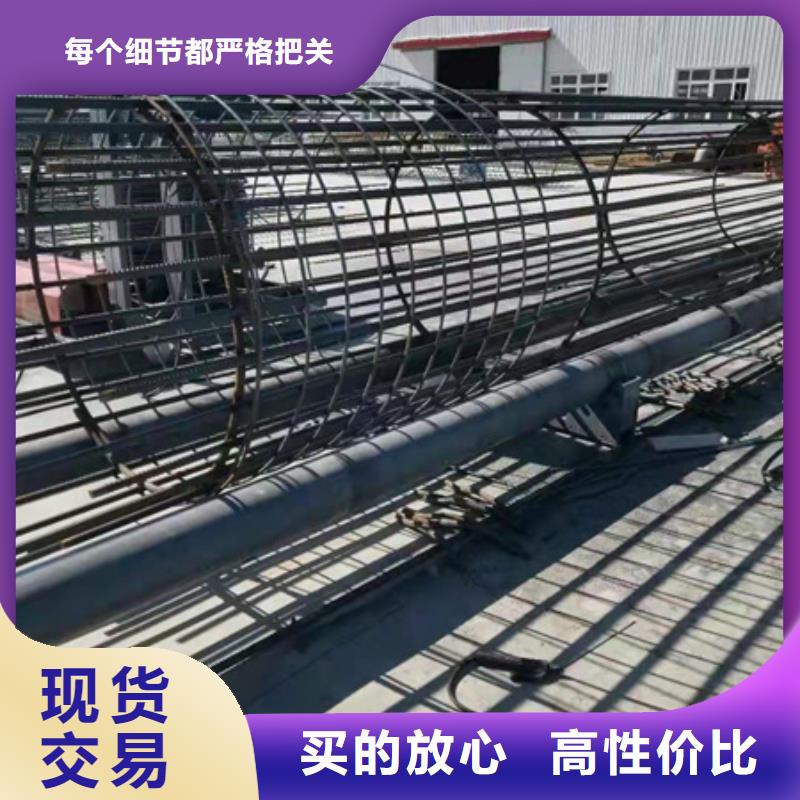
7、設備適用范圍不同。鋼筋籠滾焊機分1.25型1.5型1.6型2.0型2.2型2.5型3.0型等型號。比如2.2型可以生產2.2米直接以下所有直徑的鋼筋籠。可生產鋼筋籠的長度可以根據施工現場的要求加長設備。而鋼筋籠繞筋機可以生產3米直徑以下的所有鋼筋籠但是當鋼筋籠的直徑小于800以后因為鋼筋籠的質量太小,轉動時可能出現打滑現象,因而不能制作太小的鋼筋籠。鋼筋籠繞筋機的精密程度也是隨著鋼筋籠的直徑越來越小變得越來越不精密。總之鋼筋籠滾焊機和鋼筋籠繞筋機作為一種近年出現的鋼筋籠制作設備,各有利弊。鋼筋量較大或者項目要求十分嚴格的施工方選擇鋼筋籠滾焊機,鋼筋量較小或者項目要求不是特別嚴格的施工方選擇鋼筋籠繞筋機以節約成本。有更多問題歡迎咨詢。

雙繞筋鋼筋籠繞筋機平時的養護和工作注意事項:一、全自動數控鋼筋籠繞筋機在使用前要檢查,看各線路連接是否正常、各螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。二、每日檢查滾焊機各運動部件的,尤其是變徑滑板,電極導桿和變徑絲杠,必須每日。三、全自動數控鋼筋籠繞筋機打破了彎曲機點動操作,控制電壓及制動電機電路,實現鋼筋彎曲自動化,操作的靈活簡便性和彎曲角度定位的準確性,工作效率極高。河南省建貿機械設備有限公司是一家集鋼筋加工設備、型材冷加工彎曲設備、噴漿支護設備和預應力設備研發、制造、銷售于一體的專業化生產企業,主要產品有:數控鋼筋籠繞筋機、鋼筋籠滾焊機、數控鋼筋網排焊機、鋼筋鋸床、數控鋼筋彎曲中心、數控彎箍機、八字筋成型機、聯合沖剪機、鐓粗機、彎曲機、切斷機、調直機、自動上料噴漿車、液壓噴濕機、注漿機、液壓劈裂機、智能壓漿、智能張拉機等。經過幾年的發展,在行業領域已處領先地位。產品遍布全國各地,高質量的產品和完善的技術服務于高速鐵路、高速公路、礦山、水電等基礎建設領域。歡迎隨時咨詢選購。繞筋機優勢特點:1、設備自動化程度高,加工成型速度快。與普通人工成型相比,是人工制作的3~4倍2、加工可靠:由于采用的是機械化作業,主筋、纏繞筋的間距均勻,精度高;由于采用機械的,盤筋與主筋纏繞緊密;先成型后加內箍筋,鋼筋籠直徑一致,可確保鋼筋籠同心度。產品完全達到監理對機械化加工的鋼筋籠基本規范要求。3、加工成本大,完成同樣任務量時,機械制作可節省人力3/4。4、工人疲勞強度大,由于機械化作業,工人起輔助作用,施工形象大大5、箍筋不需搭接,較之手工作業節省材料1%,降低了施工成本,由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。
 jmc
jmc
負彎矩筋這類鋼筋雖不是很常見但它的作用是承受上部重量帶來的壓力以承受更多的負載力因此也被稱為負筋,如果房子中間的壓力很大,兩邊的壓力很小會怎么樣?負筋就能很多的這個危險。分布鋼筋這類鋼筋一般是和受力鋼筋聯系在一起屬于一個固定的功能。通常,分布鋼筋就會被布置在樓板和面板中間,也是要分散其他地方產生的壓力。把壓力轉移到受力鋼筋上面。馬凳筋顧名思義形狀上更像凳子的結構。這個鋼筋什么時候使用呢?如果板塊之間的寬度超過了150MM,那就得使用了,他的作用是固定上下兩個層板塊,起到穩定作用。架立筋顧名思義起到梁上面的架立作用其實只是起到了構造層次實際上不受壓力作用但是它還是會把受力分散到受力鋼筋上面。拉筋主要是為提高鋼筋骨架的整體性而起拉結作用。當梁寬≤350 時,拉筋直徑為6mm;梁寬>350 時,拉筋直徑為8mm。拉筋間距為非加密區箍筋間距的兩倍。當設有多排拉筋時,上下兩排拉筋豎向錯開設置。繞筋機
 <萊蕪>建貿機械設備有限公司
<萊蕪>建貿機械設備有限公司
河南建貿鋼筋籠繞筋機?采用套筒時要切平鋼筋頭有點費工,對中要先對好,接口的主筋要標號,便于套筒連接,可在主筋標上號,防止一頭少一頭多。制作的時候先對好(要求場地足夠大),主筋用套筒連接法在鋼筋籠下放過程比焊接工藝要大大縮短時間。主機;含機架、底座、膠輥、傳動系統等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將*一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,補齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉反向。


